Государственный стандарт на вязальную проволоку был принят еще в 1974 году, и до настоящего времени не изменялся. Современная Россия приняла ГОСТ 3282-74 без поправок, что позволило металлопрокатным предприятиям работать по установленным технологиям. При этом на рынке появилось немало фальсифицированной продукции, которая российскому государственному стандарту не соответствует, что привело к широкому разбросу стоимость металлопродукции на рынке и возможности приобретения продукта далеко не того качества, которое необходимо покупателю.
Уточнение свойств вязальной проволоки осуществляется путем сравнения их со стандартными, регламентированными, о которых следует рассказать подробно.
ГОСТ на вязальную проволоку
Сам термин «вязальная» ГОСТом не вводится, вместо него применяется термин «общего назначения», так как данный вид металлопродукции, на самом деле, предназначен не только для строительства и обвязки арматуры. Свойства ее таковы, что она может одинаково эффективно использоваться для бытовых целей, производственных, транспортировочных, что определяется:
- мягкостью стального прута;
- гибкостью при высокой прочности;
- малым диаметром;
- отсутствием или наличием поверхностной обработки;
- низкой ценой.
Для производства применяется низкоуглеродистая сталь, из которой посредством волочения формируют шнур требуемого диаметра. Этот шнур может быть подвергнут дополнительно термической обработке или остаться необработанным, после чего его формируют в бухты и отправляют покупателю, или же покрывают дополнительно защитным слоем, и лишь затем продают. Обработанная покрытием вязальная проволока служит дольше, так как устойчивей к коррозии.
Общие характеристики вязальной проволоки
Металлоизделия производятся в соответствии с ГОСТом 3282-74 из пластичной низкоуглеродистой стали. Для придания требуемых эксплуатационных характеристик проволоку подвергают термической обработке – отжигу. Отжиг бывает двух видов:
- Светлый. Производится в защитной атмосфере инертных газов. Продукция после такой термообработки имеет чистую, светлую поверхность.
- Черный. Осуществляется в воздушной среде, из-за чего поверхность приобретает темный цвет. Работать с такой продукцией рекомендуется в перчатках.
Механические характеристики метизов после светлого и темного отжига не различаются.
Использовать для связывания каркасов необожженные метизы не рекомендуется, так как они отличаются хрупкостью и при вязке узлов часто ломаются. Для продления эксплуатационного периода продукцию цинкуют, а дополнительно покрывают полимерным слоем.
Термическая обработка вязальной проволоки
Государственным стандартом допускается производство необработанной термически продукции. Но важно учитывать, что термически обработанная сталь становится более мягкой, пластичной, при этом менее ломкой, что позволяет использовать ее для обвязки, скручивания, фиксации других предметов.
Но такая обработка является дополнительным технологическим процессом, а значит, удорожает производство. Некоторые производители предпочитают обходиться без нее, тем более, что ГОСТ этого не запрещает. Но есть здесь один неприятный момент: такой металлический шнур более хрупким и ломким, а по требованиям, он должен выдерживать минимум четыре сгиба без излома, что может обеспечить только качественное сырье. Поэтому экономия при производстве, по сути, невозможна, так как применение сырья более высокого качества повышает себестоимость продукции, а без обработки температурой стандартная низкоуглеродистая катанка четырех перегибов, как правило, не выдерживает.
Каков расход вязального материала на тонну?
Перед тем как приступить к монтажным работам по созданию армирующего каркаса для фундамента, необходимо закупиться не только металлическими стержнями в необходимом количестве, но и вязальной проволокой. А значит, возникает необходимость в ее расчете.
Обычно вычисляют расход такого материала на тонну. В среднем уходит на нее 15-20 кг вязальной проволоки.
Схема вязки арматуры проволокой.
Точный расход будет зависеть от того, сколько будет всего мест стыковок металлических стержней. Ведь из них создают сетку с ячейками самых различных размеров. Кроме того, не стоит забывать, что соединение происходит внахлест, который может быть длинной от 20 до 80 см. Все зависит от того, какое сечение присутствует у арматуры. Также на расход влияет диаметр проволоки. Если он составляет от 1,2 до 1,5 мм, то материала идет больше. Если же его сечение от 1,5 и более миллиметров, то тогда расход будет меньше, соответственно приобретать его в большом количестве не потребуется.
Виды защитного покрытия вязальной проволоки
По типу поверхности материал может быть:
- с покрытием;
- без покрытия.
В первом случае речь идет о покрытии цинковом, которое наносится только горячим методом, может быть первого и второго классов. Для первого допускаются лишь минимальные процентные отклонения от нормы по толщине, соответственно, металлопрокат получает лучшую стойкость к коррозии. Государственным стандартом не рассматривается такая техника защиты поверхности от ржавения, как полимерное покрытие, так как в период принятия норм ее не существовало. Поэтому производители руководствуются лишь собственными техническими условиями при ее реализации, и потребителю следует ориентироваться только на авторитет изготовителя.
Качественное полимерное покрытие лучше, чем цинковое, защищает метиз от явлений окружающей среды, например, от насыщенного йодом воздуха или азотистых, аммиачных испарений. При использовании вязальной проволоки в качестве крепления ограждений важно предусмотреть ее соответствие внешне и по характеристикам применяемой решетке, поэтому может потребоваться продукция в полимерной оболочке. Для обвязки арматуры применяется металлопродукция неоцинкованная.
Как рассчитать количество вязальной проволоки на 1 тонну арматуры
Расчет вязальной проволоки для арматуры основывается на следующих данных:
- Тип конструкции. Для тяжелой конструкции количество обвязочных элементов будет большим, чем для легких конструкций.
- Тип арматурного стержня. При увеличении диаметра основного стержня количество обвязочной проволоки уменьшается, а при уменьшении – увеличивается.
Согласно данным СНиП, норма расхода вязальной проволоки при сборке армирующего каркаса составляет 30 см на один узел соединения либо 4 кг на тонну арматуры. Чтобы точнее рассчитать количество материала необходимо вычислить число точек стыковки закладных изделий. Исходя из практического опыта для стальных прутков весом 100 кг потребуется от 0,9 до 1,3 кг. Расход вязальной проволоки на 1 тонну арматуры должно составлять от 9 до 13 кг. Для обвязки 1 тонны стальных прутков диаметром 28 или 32 мм потребуется около 7 кг проволоки, 8 мм – 12 кг.
Наиболее точные данные можно получить, создав пробную обвязку. Либо воспользоваться формулой расчета длинны одного витка:
2 х 3,14 (число Пи) х радиус сечения арматуры х 1,03
Подсчитайте количество узлов обвязки и умножьте на длину одного витка с запасом. Учитывайте, что на перенесении стержней требуется сделать двойное соединение. Затем полученные погонные метры переведите в килограммы, воспользовавшись нижеследующей таблицей:
| Диаметр проволоки, мм | Метраж 1 кг, м | Масса 1м, гр |
| 0,6 | 450,5 | 2,22 |
| 0,8 | 253,2 | 3,95 |
| 1,0 | 162,0 | 6,17 |
| 1,2 | 112,3 | 8,88 |
| 1,4 | 82,6 | 12,10 |
| 1,6 | 65,4 | 15,30 |
| 1,8 | 50,0 | 20,00 |
| 2,0 | 40,5 | 14,70 |
ВАЖНО! В таблице приведена масса проволоки без цинкового покрытия
Стоимость вязальной проволоки в Москве
Металлопрокат цена зависит от нескольких факторов, среди которых способ изготовления, время года и общее количество материала при заказе.
Процедура выпуска металлопроката указанного типа сводится к раскатыванию сырья до небольших размеров при использовании соответствующего оборудования.
Прочная проволока нержавеющая получается при задействовании низкоуглеродистой стали, что позволяет исключить образование коррозии на отдельных участках и сохранять надёжность в течение долгого срока под воздействием естественных факторов типа перепадов температур и повышенной влажности. Весь процесс проходит в следующем порядке:
- заготовка из стали подвергается холодному волочению;
- обжиг для восстановления кристаллической решётки, что позволяет усилить прочность и улучшить сгибаемость проката;
- постепенное охлаждение.
Применение вязальной проволоки
Как было указано выше, данная проволока используется в основном для вязки арматуры. Каркас, связанный проволокой, получается гибким, в отличие от сварного. Такой каркас в первую очередь требуется на грунтах с высокой подвижностью. В случае жесткого сварного каркаса есть опасность разрушения фундамента.
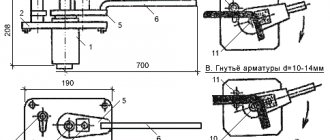
Вязку арматуры можно выполнять вручную, используя крюки и крючки. Однако, при большом объеме работ, эффективнее применять пистолет для вязки, который имеет собственный привод. Для работы с ним не нужно прилагать усилия, он выполняет вязку самостоятельно.
Средний расход проволоки на тонну арматуры составляет 15—20 кг. При большом диаметре арматуры расход проволоки увеличивается. Для прутьев диметром 8—10 мм рекомендуется использовать проволоку диаметром 1—1,5 мм. При большем диаметре арматуры диаметр проволоки также возрастает.
Вязальная проволока также может использоваться в качестве заготовки. Из неё производят сетку-рабицу и гвозди. Применение данной проволоки как заготовки ограниченно низкой твердостью материла. Также проволоку применяют для связки различных длинных предметов: бревен, арматуры, проката, досок и т. д. В сельском хозяйстве она служит для крепления вьющихся растений и упаковки тюков.
Купить вязальную проволоку
Существует два способа обжига: светлый (с применением инертного газа) и тёмный (с кислородом, что даёт в результате окалину на поверхности изделий), которые оба одинаково эффективны технически, в результате чего получается надёжная проволока.
Москва и регион могут заказать прокат после изучения прайс-листа, который доступен как частным клиентам, так и большим компаниям. Дополнительно проволока стальная может пройти процедуру оцинковки, которая также делится на два типа:
- гальваническое – используется, когда необходим более тонкий прокат с сохранением полезных характеристик;
- горячее – проводится удаление жира и других загрязнителей с поверхности, после чего прокат погружается в ванну с расплавленным цинком, который покрывает проволоку полностью.
Соблюдаются все экологические нормы и предписания ГОСТ 3282-74, что даёт гарантию полной безопасности изделий для рабочих.
Выбор материала для вязки арматуры
Прежде чем заняться расчетом возможного расхода вязальной проволоки при армировании, следует правильно подобрать этот материал, и сегодня производители предлагают её двух видов:
- обычную оцинкованную;
- закаленную (обожженную).
Пример необходимого материала
Второй вариант приоритетнее, т.к. после закалки (термической обработки) изделие становится более прочным на разрыв, устойчивым к воздействию атмосферных факторов, гибким и долговечным. При этом почти не тянется, что обеспечивает дополнительную прочность.
Внимание! При желании получить гарантированно качественное изделие лучше выбрать то, которое выпускается производителем по ГОСТ 3282-74 «Проволока стальная низкоуглеродистая».
Ещё один важный момент – правильный выбор диаметра. Для вязки расходуют проволоку, которая наибольшим образом подходит под выбранную арматуру. Например, при толщине прутьев от 8 до 12 мм берется диаметр проволоки 1,2 мм, а если толщина их выше – то 1,4 мм (больше — не рекомендуется, т. к. усложняется процесс затягивания узла, а значит – нет гарантии его прочности).
Приблизительное определение расхода вязальной проволоки при армировании
Требуемое количество проволоки зависит от размеров каркаса, диаметра и шага расположения продольных и поперечных арматурных стержней. Официальных норм расхода вязальной проволоки не существует. В каждом случае эта величина определяется приблизительно или более точно – расчетным путем. Без привязки к конкретному виду армирующей конструкции определить расход вязальной проволоки на 1 м3 бетона или 1 м2 площади невозможно.
Внимание! Общая рекомендация: проволоку закупают примерно в 1,5 раза больше количества, определенного теоретическим путем. Это связано с высокой вероятностью разрыва проволоки при завязывании узлов. Для изделий диаметром 1,2 мм запас следует сделать еще больше.
Способы приближенного вычисления требуемого количества продукции, определенные опытным путем:
- на 1 тонну арматуры расход вязальной проволоки составляет от 10 до 20 кг;
- на вязку одного узла затрачивается от 10 до 50 см изделия, конкретное количество зависит от диаметра арматуры и используемого для вязки инструмента.
Характеристики
За счет дополнительной температурной обработки изделие становится более мягким, поэтому при перегибе не ломается и не трескается. Прочность при этом достаточно велика. Если завязать узел, то он не будет слабым местом – на изломе не появится трещины.
Если нужно еще более увеличить срок службы арматурного каркаса, то используют оцинкованную вязальную проволоку. Она не портится даже во влажным или химически активных условиях и может служить долгие годы.
Обычно толщина такой проволоки – 1,2-1,6 миллиметров, а в отдельных случаях может достигать 2 миллиметров. Это считается оптимальным вариантом, так как более тонкие варианты чаще рвутся, а на толстой невозможно затянуть прочный узел.
Поставка вязальной проволоки в СПб ведется в катушках или мотках. Разницы в том, сколько отрезков – моток всегда представляет собой непрерывную «нить», а на катушке их может быть количеством до трех. Весит такой моток от 8 до 500 килограммов, но может быть сделан даже в тонну весом при желании заказчика.
Длина изделия в мотке не маркируется, однако ее всегда можно рассчитать из его веса. Проще всего будет узнать, сколько весит 1 метр изделия – и исходя из этого посчитать самостоятельно, сколько примерно проволоки в мотке.
Производство вязальной проволоки
Изготовление ведется способом холодного волочения. Исходной заготовкой является катанка, диаметр которой превышает диаметр проволоки. Катанка, в свою очередь, производится на прокатном стане. Она выполняется из большой заготовки, которая обжимается валками до нужного диаметра.
Аналогичен и процесс изготовления проволоки — на каждой последующей стадии процесса диаметр изделия только уменьшается. Конец заготовки затачивается и пропускается через отверстие в матрице, размер которого лишь немного меньше размера заготовки. Конец зажимается, и вся заготовка протягивается через отверстие. Эта операция повторяется многократно, с матрицами все уменьшающихся размеров, до получения проволоки нужного диаметра.
Про волочении металла обязательно используется смазка — она упрощает протягивание, снижает усилие процесса и нагрузки на инструмент. Если диаметр заготовки значительно превышает диаметр конечного продукта, то необходимо выполнение промежуточной термической обработки — отжига. Этот способ термообработки направлен на снижение напряжений в стали. Если его не выполнять, то накопленные деформации превысят критическое значение, и в процессе протяжки материал порвется.
Достоинства волочильного производства:
- Высокое качество поверхности;
- Точные размеры;
- Возможность получения очень тонкой проволоки, до 0,002 мм;
- Хорошая структура и прочностные свойства обработанного металла;
- Повышение стойкости к разрыву;
- Минимальное количество отходов;
- Низкие энергетические затраты.
В виде побочного эффекта наблюдается возрастание электрического сопротивления. У ряда групп сталей этот параметр может вырасти на 30%.
Главным недостатком волочения являются высокие нагрузки на матрицу. Из-за этого не ведется производство проволоки диаметром более 10 мм. Для матриц используют высокопрочные материалы, в том числе и алмазы. Чтобы снизить расходы на инструмент, используют матрицы с заменяемыми вставными элементами.