The state standard for knitting wire was adopted back in 1974, and has not changed until now. Modern Russia adopted GOST 3282-74 without amendments, which allowed metal rolling enterprises to operate using established technologies. At the same time, a lot of counterfeit products have appeared on the market that do not meet the Russian state standard, which has led to a wide variation in the cost of metal products on the market and the possibility of purchasing a product that is far from being of the quality that the buyer needs.
The properties of the binding wire are clarified by comparing them with standard, regulated ones, which should be described in detail.
GOST for tying wire
The term “knitting” itself is not introduced by GOST; instead, the term “general purpose” is used, since this type of metal product, in fact, is intended not only for construction and tying reinforcement. Its properties are such that it can be used equally effectively for domestic, production, and transportation purposes, which is determined by:
- the softness of a steel rod;
- flexibility with high strength;
- small diameter;
- absence or presence of surface treatment;
- low price.
For production, low-carbon steel is used, from which a cord of the required diameter is formed by drawing. This cord can be subjected to additional heat treatment or left untreated, after which it is formed into coils and sent to the buyer, or covered with an additional protective layer, and only then sold. Coated tying wire lasts longer as it is more resistant to corrosion.
General characteristics of tying wire
Metal products are produced in accordance with GOST 3282-74 from ductile low-carbon steel. To impart the required performance characteristics, the wire is subjected to heat treatment - annealing. There are two types of annealing:
- Light . Produced in a protective atmosphere of inert gases. Products after such heat treatment have a clean, light surface.
- Black . It is carried out in an air environment, due to which the surface acquires a dark color. It is recommended to wear gloves when working with such products.
The mechanical characteristics of hardware after light and dark annealing do not differ.
It is not recommended to use unfired hardware for tying frames, as they are fragile and often break when tying knots. To extend the service life, the products are galvanized and additionally coated with a polymer layer.
Heat treatment of tying wire
The state standard allows the production of unprocessed thermally processed products. But it is important to take into account that heat-treated steel becomes softer, more ductile, and less brittle, which allows it to be used for tying, twisting, and fixing other objects.
But such processing is an additional technological process, which means it increases the cost of production. Some manufacturers prefer to do without it, especially since GOST does not prohibit this. But there is one unpleasant point here: such a metal cord is more fragile and brittle, and according to the requirements, it must withstand at least four bends without breaking, which can only be ensured by high-quality raw materials. Therefore, savings in production are essentially impossible, since the use of higher quality raw materials increases the cost of production, and without heat treatment, standard low-carbon wire rod, as a rule, cannot withstand four bends.
What is the consumption of knitting material per ton?
Before you begin installation work to create a reinforcing frame for the foundation, you need to purchase not only metal rods in the required quantity, but also knitting wire. This means there is a need to calculate it.
Usually the consumption of such material per ton is calculated. On average, it takes 15-20 kg of knitting wire.
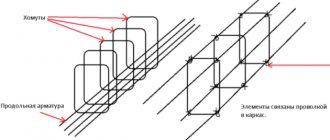
Scheme of tying reinforcement with wire.
The exact consumption will depend on how many joints of metal rods there will be. After all, they create a grid with cells of various sizes. In addition, do not forget that the connection occurs with an overlap, which can be from 20 to 80 cm long. It all depends on what cross-section the reinforcement has. The wire diameter also affects the consumption. If it is from 1.2 to 1.5 mm, then more material is used. If its cross-section is 1.5 or more millimeters, then the consumption will be less, so you will not need to purchase it in large quantities.
Types of protective coating of tying wire
By surface type, the material can be:
- coated;
- without cover.
In the first case, we are talking about zinc coating, which is applied only by the hot method, maybe of the first and second classes. For the first, only minimal percentage deviations from the standard in thickness are allowed; accordingly, rolled metal receives better corrosion resistance. The state standard does not consider such a technique for protecting surfaces from rust as a polymer coating, since it did not exist at the time the standards were adopted. Therefore, manufacturers are guided only by their own technical conditions when implementing it, and the consumer should rely only on the authority of the manufacturer.
A high-quality polymer coating protects hardware better than zinc from environmental phenomena, for example, from iodine-saturated air or nitrogenous and ammonia fumes. When using tie wire to fasten fences, it is important to ensure that it matches the appearance and characteristics of the grid used, so products in a polymer shell may be required. Non-galvanized metal products are used for tying the reinforcement.
How to calculate the amount of binding wire per 1 ton of reinforcement
Calculation of tying wire for reinforcement is based on the following data:
- Construction type . For a heavy structure, the number of strapping elements will be greater than for light structures.
- Type of reinforcing bar . As the diameter of the main rod increases, the amount of binding wire decreases, and as it decreases, it increases.
According to SNiP data, the consumption rate of tying wire when assembling a reinforcing frame is 30 cm per connection unit or 4 kg per ton of reinforcement. To more accurately calculate the amount of material, it is necessary to calculate the number of joining points of embedded products. Based on practical experience, steel bars weighing 100 kg will require from 0.9 to 1.3 kg. The consumption of tying wire per 1 ton of reinforcement should be from 9 to 13 kg. To tie 1 ton of steel bars with a diameter of 28 or 32 mm, you will need about 7 kg of wire, 8 mm - 12 kg.
The most accurate data can be obtained by creating a trial harness. Or use the formula for calculating the length of one turn:
2 x 3.14 (Pi) x cross-sectional radius of reinforcement x 1.03
Count the number of strapping knots and multiply by the length of one turn with a margin. Please note that when transferring the rods you need to make a double connection. Then convert the resulting linear meters into kilograms using the following table:
| Wire diameter, mm | Footage 1 kg, m | Weight 1m, g |
| 0,6 | 450,5 | 2,22 |
| 0,8 | 253,2 | 3,95 |
| 1,0 | 162,0 | 6,17 |
| 1,2 | 112,3 | 8,88 |
| 1,4 | 82,6 | 12,10 |
| 1,6 | 65,4 | 15,30 |
| 1,8 | 50,0 | 20,00 |
| 2,0 | 40,5 | 14,70 |
IMPORTANT! The table shows the weight of wire without zinc coating
The cost of knitting wire in Moscow
The price of rolled metal depends on several factors, including the manufacturing method, time of year and the total amount of material when ordering.
The procedure for producing rolled metal of this type comes down to rolling the raw material to small sizes using appropriate equipment.
Strong stainless wire is obtained by using low-carbon steel, which eliminates the formation of corrosion in certain areas and maintains reliability over a long period of time under the influence of natural factors such as temperature changes and high humidity. The whole process takes place in the following order:
- the steel workpiece is cold drawn;
- firing to restore the crystal lattice, which increases the strength and improves the bendability of rolled products;
- gradual cooling.
Application of tying wire
As mentioned above, this wire is used mainly for tying reinforcement. A frame bound with wire is flexible, unlike a welded one. Such a frame is primarily required on soils with high mobility. In the case of a rigid welded frame, there is a danger of destruction of the foundation.
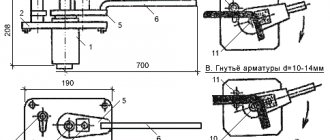
Tying of reinforcement can be done by hand using hooks and hooks. However, for large volumes of work, it is more efficient to use a tying gun, which has its own drive. You don’t need to put any effort into working with it; it knits on its own.
The average wire consumption per ton of reinforcement is 15-20 kg. With a large reinforcement diameter, wire consumption increases. For rods with a diameter of 8-10 mm, it is recommended to use wire with a diameter of 1-1.5 mm. With a larger diameter of the reinforcement, the diameter of the wire also increases.
Knitting wire can also be used as a blank. It is used to produce mesh and nails. The use of this wire as a workpiece is limited by the low hardness of the material. Wire is also used to bundle various long objects: logs, fittings, rolled products, boards, etc. In agriculture, it is used for fastening climbing plants and packing bales.
Buy knitting wire
There are two firing methods: light (using inert gas) and dark (with oxygen, which results in scale on the surface of the product), which are both equally effective technically, resulting in reliable wire.
Moscow and the region can order a rental after studying the price list, which is available to both private clients and large companies. Additionally, steel wire can undergo a galvanizing procedure, which is also divided into two types:
- galvanic - used when thinner rolled products are needed while maintaining useful characteristics;
- hot – fat and other contaminants are removed from the surface, after which the rolled product is immersed in a bath of molten zinc, which completely covers the wire.
All environmental standards and requirements of GOST 3282-74 are observed, which guarantees complete safety of products for workers.
Selection of material for tying reinforcement
Before you start calculating the possible consumption of tying wire for reinforcement, you should select this material correctly, and today manufacturers offer it in two types:
- ordinary galvanized;
- hardened (burnt).
Example of required material
The second option has priority, because after hardening (heat treatment), the product becomes more tensile strength, resistant to atmospheric factors, flexible and durable. At the same time, there is almost no stretch, which provides additional strength.
Attention! If you want to get a guaranteed quality product, it is better to choose one that is produced by the manufacturer in accordance with GOST 3282-74 “Low-carbon steel wire”.
Another important point is the correct choice of diameter. For knitting, use the wire that best suits the selected reinforcement. For example, with a rod thickness of 8 to 12 mm, a wire diameter of 1.2 mm is taken, and if their thickness is higher, then 1.4 mm (more is not recommended, since the process of tightening the knot becomes more complicated, which means there is no guarantee of it strength).
Approximate determination of the consumption of tying wire during reinforcement
The required amount of wire depends on the size of the frame, the diameter and spacing of the longitudinal and transverse reinforcing bars. There are no official standards for the consumption of tying wire. In each case, this value is determined approximately or more accurately by calculation. Without reference to a specific type of reinforcing structure, it is impossible to determine the consumption of tying wire per 1 m3 of concrete or 1 m2 of area.
Attention! General recommendation: wire is purchased approximately 1.5 times more than the quantity determined theoretically. This is due to the high probability of wire breaking when tying knots. For products with a diameter of 1.2 mm, the reserve should be made even larger.
Methods for approximate calculation of the required quantity of products, determined experimentally:
- for 1 ton of reinforcement, the consumption of tying wire is from 10 to 20 kg;
- tying one knot requires from 10 to 50 cm of product, the specific amount depends on the diameter of the reinforcement and the tool used for tying.
Characteristics
Due to additional temperature treatment, the product becomes softer, so it does not break or crack when bent. The strength is quite high. If you tie a knot, it will not be a weak point - no cracks will appear at the break.
If you need to further increase the service life of the reinforcement frame, then use galvanized binding wire. It does not deteriorate even in wet or chemically active conditions and can last for many years.
Typically, the thickness of such wire is 1.2-1.6 millimeters, and in some cases it can reach 2 millimeters. This is considered the best option, since thinner versions are more likely to break, and it is impossible to tighten a strong knot on a thick one.
Knitting wire is supplied to St. Petersburg in coils or skeins. The difference is in how many pieces there are - a skein is always a continuous “thread”, but on a spool there can be up to three of them. Such a skein weighs from 8 to 500 kilograms, but can be made even weighing a ton if the customer wishes.
The length of the product in a skein is not marked, but it can always be calculated from its weight. The easiest way would be to find out how much 1 meter of product weighs - and based on this, calculate on your own how much wire there is in a skein.
Production of binding wire
Manufacturing is carried out using the cold drawing method. The initial workpiece is a wire rod, the diameter of which exceeds the diameter of the wire. The wire rod, in turn, is produced at a rolling mill. It is made from a large blank, which is compressed by rollers to the required diameter.
The process of making wire is similar - at each subsequent stage of the process, the diameter of the product only decreases. The end of the workpiece is sharpened and passed through a hole in the die, the size of which is only slightly smaller than the size of the workpiece. The end is clamped and the entire workpiece is pulled through the hole. This operation is repeated many times, with matrices of ever-decreasing sizes, until a wire of the desired diameter is obtained.
When drawing metal, a lubricant must be used - it simplifies drawing, reduces the effort of the process and the load on the tool. If the diameter of the workpiece significantly exceeds the diameter of the final product, then it is necessary to perform an intermediate heat treatment - annealing. This heat treatment method is aimed at reducing stress in steel. If this is not done, the accumulated deformations will exceed a critical value, and the material will break during the broaching process.
Advantages of drawing production:
- High surface quality;
- Exact dimensions;
- Possibility of obtaining very thin wire, up to 0.002 mm;
- Good structure and strength properties of the processed metal;
- Increased tear resistance;
- Minimum amount of waste;
- Low energy costs.
As a side effect, an increase in electrical resistance is observed. For a number of steel groups, this parameter can increase by 30%.
The main disadvantage of drawing is the high loads on the matrix. Because of this, wire with a diameter of more than 10 mm is not produced. High-strength materials, including diamonds, are used for matrices. To reduce tool costs, dies with replaceable insert elements are used.