Что такое автоклавная обработка газобетона?
Автоклавная обработка – этап обработки газобетона высокой температурой (190°С) под большим давлением в течении 12 часов. Автоклавами называются металлические емкости, в которые помещаются разрезанные газоблоки.
Обработка автоклавом делается для следующих целей:
- ускорение твердения газобетона;
- повышение прочности;
- уменьшение усадки;
- улучшение однородности структуры;
- улучшение геометрии блоков.
Также автоклав меняет структуру газобетона на молекулярном уровне, образуя новый материал – тоберморит. Этот синтезированный камень обладает свойствами, которые невозможно получить в обычных условиях при стандартном давлении и температуре.
Повторимся, что неавтоклавный газобетон твердеет в естественных условиях, и для его производства дорогое и современное оборудование не требуется. Другими словами, многие производители штампуют газоблоки у себя в гаражах, что не внушает особого доверия.
А теперь более подробно разберемся в различиях газобетонов, и начнем мы с прочности.
Особенности автоклавного газобетона
Без обработки паром и давлением газобетон получается ломким, мягким, дает усадку, хуже терпит морозы и пропускает больше пара. Это сокращает срок службы плит до 50-ти лет.
Качественный автоклавный газобетон сохраняет эксплуатационные характеристики до 150-ти лет. Закаленный кирпич служит столько же. Однако, популярный вариант героя статьи дюжет без капитального ремонта около 70-ти лет. Проверено, поскольку первые дома из газобетона возведены в 1930-е заодно с запуском производства блоков.
Точный срок службы газобетона зависит от типа его плотности. Она варьируется от 300-от до 800-от единиц. В большинстве российских регионов берут золотую середину. Почему она золотая? Об этом в следующей главе.
Прочность
Газобетон без автоклава менее прочен, особенно когда он свежий. Ведь ему, как и обычному бетону, нужно еще время чтобы набрать прочность, а у автоклавного твердение ускорилось в сотни раз благодаря высокотемпературной обработке паром. Но даже при полном затвердении обеих материалов, прочность автоклавного выше на половину и более.
К примеру, автоклавные марки газобетона D500 и D600 обладают классом прочности B2.5 — B3.5, в то время как неавтоклавный аналог той же марки набирает в лучшем случае класс B2.
Как производится автоклавный газобетон?
В 1929-ом автоклавный газобетон начали производить чехи. Предприятие мощностью 15 000 кубов в год расположилось в городе Иксхульт. Чехи выбросили из формулы Эриксона 10% бетона, производя блоки только из извести и кремнезема. Материал назвали «Итонгом».
Популярный ныне газобетон из кремнезема и портландцемента появился в 1934-ом. Материал назвали «Сипорексом». Параллельно, приступили к изготовлению простого газобетона. Его формула, как и у автоклавного, сложена из:
-песка мелкой фракции
-портландцемента марок «М-300» и «М-400»
-пудра алюминия с 95-процентным содержанием металла
-извести
-воды
Необязательной составной являются полимеры, пластифакторы. Их добавляют для придания бетону специфических свойств и улучшения основных. Реакция вспенивания героя статьи запускается известью и порошком алюминия.
Последний добавляют после замешивания цементной смеси. Интенсивность реакции подстегивают вибрацией емкости с составом. Выделяется углекислый газ. Он и поризует материал, после чего тот схватывается.
Поры героя статьи закрыты, словно соты. Различаются обычный и автоклавный газобетоны лишь способом твердения. Без автоклава блоки схватываются естественным путем. Автоклавные достаются из форм полузастывшими. В таком состоянии плиты режут по заданным размерам. Потом, блоки направляются в автоклав.
Усадка
Большая усадка блоков может создать множественные трещины в кладке, более того, трещины могут появляться в течении года и более. Чтобы свести такие процессы к минимуму, усадка блоков должна быть минимальной.
Усадка неавтоклавного газобетона составляет от 3 до 5 мм на метр, автоклавного – в десять раз меньше. То есть автоклавный газобетон практически не дает усадочных трещин, при правильной кладке.
Достоинства материала
Автоклавный газобетон обладает рядом технологических, эксплуатационных и производственных преимуществ. Блоки имеют небольшой вес, что удобно при возведении стен. Одна единица изделия может заменить до 20 кирпичей кладки, что ускоряет строительство. Заводская продукция имеет высокую точность изготовления, что сокращает расход растворов, обеспечивает формирование ровных поверхностей.
Низкая теплопроводность газобетона обеспечивает сохранение тепла в зданиях без дополнительной теплоизоляции. Обеспечивает шумоизоляцию и имеет нужную степень газопроницаемости (аналогично древесине). Материал при нагреве не выделяет опасные для здоровья газы, имеет высокую пожаростойкость. Также он является нейтральной средой для микроорганизмов. Блоки легко сверлятся и распиливаются даже ручной ножовкой.
Обработка материала осуществляется любым инструментом. Продукция с конструкционно-теплоизоляционной плотностью вещества (от 500 кг/м3) предназначена для возведения стен зданий от 3-х этажей и выше. Долговечность изделий составляет десятки лет. Стоимость строительства ниже, чем из других материалов.
Вернуться к оглавлению
Геометрия блоков
Геометрия блоков также очень важна, и чем блоки ровнее между собой, тем лучше. Ведь если блоки отличаются между собой на 5 мм, то разницу в уровне необходимо выравнивать клеем, а это мостики холода, которые сильно ухудшают теплоизоляционные характеристики кладки.
Более того, толстые швы дают большую усадку, которая опять же может стать причиной трещин. Опытные строители скажу, что разность в уровнях можно выровнять тёркой по газобетону, но представьте себе, сколько времени на это уйдёт.
А теперь подумаем, где геометрия блоков будет лучше, на высокотехнологичном заводском оборудовании с автоклавами, или в гаражных условиях? Ответ очевиден!
Большинство строителей считает, что самые лучшие и самые ровные блоки получаются у компании AEROC. Средняя цена за куб их газобетона составляет 4000р.
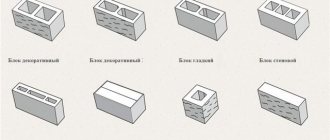
Пазогребневые блоки
С боков есть выступ и впадина. Один элемент блока входит в противоположную деталь другого. Это упрочняет и облегчает кладку. Она начинает походить на сборку «Лего». Переноску же газобетона делают комфортной боковые впадины ближе к верху блоков. За полости легко браться.
Строение газобетона с впадинами и выступами по бокам именуют пазогребневым. Клей наносится только на ребра плит. Это экономит средства, не в ущерб качеству строения.
Однородность структуры
Под однородностью понимается количество пустот (пузырей), которые определенным образом распределены в газобетоне, и чем они равномерней, тем лучше. Технология автоклавного газобетона гарантирует идеальное распределение пустот, за счет того, что пузыри образовываются и сразу же твердеют, а отдельные блоки получают после разрезания одного большого блока.
Неавтоклавный газобетон делается совсем иначе. В бетонную смесь добавляют пену и газообразователи. В результате пузыри могут подняться ближе к поверхности, а более тяжелые элементы упадут вниз. В итоге, распределение пузырей будет неравномерным.
Теперь давайте подумаем, чем это грозит. Во-первых, там, где меньше пузырей – меньше прочности, а там, где пузырей мало – мостик холода, через который будет быстрее уходить тепло. То есть, показатели прочности и теплопроводности неавтоклавного газобетона очень нестабильны.
Области применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
Важно положить первый ряд идеально ровно.
Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Сейчас читают: Состав и использование керамзитобетона
Вернуться к оглавлению
Какие отличия между автоклавным и невтоклавным газобетоном
Кроме различий в технологии производства и характеристиках, стоит отметить, что и по внешнему виду такие блоки не похожи. Благодаря финальной обработке, изделия получаются геометрически ровными, без каких-либо отклонений в размерах. Некоторые формы позволяют делать блоки с уже готовой облицовочной стороной под отделочный камень.
Когда же блоки естественной выдержки, в силу нестабильных условий обработки, могут иметь отклонения в линейных размерах. Часто страдают при разопалубки гребни в перегородочных блоках.
Также существенной разницей является и то, что автоклавированные газобетонные блоки можно использовать без утепления (северные регионы в расчет не идут) и облицовки. С изделиями естественной выдержки необходимо обязательно проводить такие работы. В противном случае под воздействием атмосферных осадков и других природных явлений они начнут разрушаться, так как не имеют такой прочной и плотной минеральной структуры, как автоклавные.
Этапы строительства домов из автоклавного газобетона
Кладка автоклавного газобетона регламентирована СНиПом «3.03.01-87». Воспользоваться стоит и рекомендациями СТО НААГ «3.1-2013».
В первом ряду сначала выставляются угловые плиты. Уровень желательно отбить лазерным нивелиром. Такая работа точна и под силу 1-му человеку. Подход с гидроуровнем сложнее, дольше, нужны минимум 2 строителя.
Когда угловые блоки перового ряда зафиксировались, начинают кладку газобетона меж ними. Удобно натянуть нить по уровню. До отметки должна идти «подушка». «Кирпичи» лежат ровно над ней. Класть приходится, опуская блоки ровно сверху вниз.
Процесс кладки после первого ряда заключается в так называемом защелкивании блоков. Плита подставляется ребром к предыдущей и опускается, параллельно заходя в пазы. Если используются классические блоки, кладутся сверху вниз. Желая перестраховаться, используют варианты кладки в 2-е плиты. Вариантов работы 2:
-С порядовой перевязкой. Осуществляется она вертикально на толщину в 1,5 блока газобетона. В одном ряду используются 2 квадратных «кирпича». В следующем совмещаются квадрат и прямоугольник.
смещается, обеспечивая крепость кладки. В горизонтальных рядах швы, к слову, тоже должны смещаться. Правило касается любой кладки.
-С гибкими связями. Их роль играют дюбеля или пластины анкеров. Их использование идеально при прокладке слоев газобетона паропроницаемым утеплителем. Иначе, на внутренних стенках блоков может конденсироваться влага. Нужна и стальная арматура с антикоррозийным покрытием. Связи закладываются в разновысотные швы кладки.
Применение газобетона
Используют газобетонные блоки для создания армированных плит для перекрытия, несущих стен и в качестве теплоизолирующего материала. В плане создания перегородок газосиликатные блоки являются удачной альтернативой гипсокартону.
Газоблок автоклавного твердения широко применяется в тех регионах, где значительно повышена сейсмическая активность. Многолетние испытания показывают, что здания, для сооружения которых использовался газоблок, обладают гораздо лучшей степенью устойчивости во время различных природных катастроф типа землетрясения. Благодаря малому весу строительного материала и высокой его прочности, значительно снижается нагрузка, производимая на здание.
Для межкомнатных перегородок используют газобетонные блоки толщиной до 120 мм. Они сохнут быстрее кирпичных за счет тонких швов.
Блоки легко поддаются всяческим видам обработки: их можно распиливать, строгать или сверлить. В этот материал легко можно забить скобы либо гвозди.
Применяя в строительстве газосиликатные блоки, следует быть готовым к тому, что со временем этот материал становится все тверже и тверже.
Газосиликатные блоки можно использовать сроком, превышающим сто лет.
Стоит учитывать, что за счет высокого уровня кристаллизации в сухом состоянии газоблок автоклавного твердения может дать незначительную степень усадки. Желательно дождаться полного высыхания материала.
Преимущества блоков
В данный момент газобетонные блоки лидируют на рынке строительных материалов, являясь самым экономичным, удобным и перспективным вариантом для строительства. Своими прочными характеристиками этот материал обязан ячеистой структуре и обработке при помощи автоклава при высоком давлении. Газобетон относят к конструкционно-теплоизоляционным ячеистым материалам.
Так, обладая сравнительно невысокой плотностью, до 500 кг/куб.м, этот материал обладает чрезвычайно высокой степенью прочности, от двух до четырех мПа. Такой прочности вполне достаточно для сооружения из газобетона несущих стен высотой до пяти этажей. Учитывая эксплуатационную влажность, которой обладает газоблок, и расчетную теплопроводность всего в 0,1 Вт/м, он в пять раз теплее, чем шлакоблок, в шесть раз теплее, чем керамический кирпич, и практически в два раза теплее, чем ракушняк. Получается, что газобетонные блоки являются одним из самых теплых однородных материалов, известных на данный момент.
Используя в качестве строительного материала один только газоблок, можно создать энергосберегающие стены и обойтись без применения дополнительного утепления.
График зависимости прочности газобетона от его влажности.
Производят газобетонные блоки из кварцевого песка, поддающегося тонкому помолу, цемента самых высоких марок без различных примесей, негашеной измельченной извести, воды и гипсового камня.
Одним из наибольших достоинств газобетонных блоков автоклавного твердения является их максимально точная геометрия, которая при кладке не допускает создания мостиков холода.
Еще одним неоспоримым плюсом ячеистых блоков является их долговечность, по сравнению с другими синтетическими материалами и утеплителями типа пенополистирола либо каменной ваты.
Благодаря своей идеальной геометрии, укладка автоклавного газобетона не представляет никаких сложностей. Так, для укладки блоков можно использовать даже клей (чаще всего он продается в мешках в сухом виде и готовится при добавлении воды).
Низкий вес и большие размеры блоков из газобетона позволяют сократить расходы на строительных материалах, время, требующееся на строительство, и предполагают более практичное их использование.
Схема производства газобетона.
Ввиду того что толщина кладочного шва никогда не превышает три миллиметра, в стене отсутствуют мостики холода и исключается возможность промерзания.
Использование этого материала значительно уменьшает уровень трудоемкости работ и расход материалов. Можно значительно сэкономить на клее и проведении штукатурных работ ввиду идеальной геометрической поверхности данных блоков.
Благодаря своей пористой структуре, газобетонные блоки несут гораздо меньшую нагрузку на фундамент по сравнению с другими строительными материалами. Из-за сравнительной легкости обработки газобетонных блоков, зданию можно придать особой архитектурной выразительности, просто подпилив либо обрезав лишние участки блока.
Резать газобетонные блоки можно с помощью ручной пилы по газобетону и угольника для обеспечения точности и соблюдения прямых углов.
Многие строительные компании останавливают свой выбор на использовании автоклавного газобетона из-за высокой экологичности этого материала. Во время изготовления газоблок не происходит никакого отрицательного воздействия на окружающую среду. Стоит обратить внимание на статистические данные. Так, согласно коэффициенту экологичности ячеистого бетона в 2,0, он абсолютно безопасен для человека. Многие марки этого материала оснащены специальными экологическими сертификатами.
Автоклавный, неавтоклавный газобетон и газосиликат
Газобетон приготовляют из смеси портландцемента (часто с добавкой воздушной извести или едкого натра), кремнеземистого компонента и газообразователя. По способу производства газобетон делится на автоклавный и неавтоклавный. Автоклавный газобетон.
Основным отличием автоклавного от неавтоклавного газобетона является особая тепловая обработка. Эта обработка производится в специальных печах (автоклавах) в среде насыщенного водяного пара при температуре 175…200 градусов и давлении 0,8…1,5 МПа. Автоклавы представляют собой герметически закрывающиеся цилиндры диаметром до 3,6м. и длинной до 32 м. Такие размеры печи подразумевают большие площади производства и соответственно большие производственные мощности. Обработка в автоклаве требует значительное потребление электроэнергии , в следствии этого увеличивает цену на газобетон. Основной положительный эффект автоклавирования заключается в том, что во влажной среде, даже при значительном снижении количества цемента и при повышенной температуре кремнеземистый компонент проявляет химическую активность и вступает в соединение с гидроксидом кальция с образованием гидросиликатов кальция, т.е. происходят процессы, придающие ячеистому бетону прочность и морозостойкость.
Автоклавную обработку производят по определенному режиму с учетом типа и массивности изделий. Что бы не появились трещины в изделиях и изделие получило свою марочную прочность, обязательно предусматривают плавный подъем и спуск температуры и давления (в течении 2…6 ч), такое сложное производство значительно усложняет контроль за качеством выпускаемой продукции, особенно в условиях большого выпуска.
Автоклавный газобетон продвигают на рынке строительных материалов, как надежный и выгодный материал, но к сожалению это не совсем так. Некоторые производители ориентированные на большой выпуск продукции, допускают не соблюдение времени выдержки массивов в автоклаве, а так как количество цемента при приготовлении автоклавного газобетона значительно уменьшено, окончательное завершение реакции в таком массиве не происходит и показатели прочности не достигают значений установленных ГОСТом. Как следствие этого, некоторые потребители сталкиваются с разрушением изделий при попадании на них значительного количества воды. Получается что существует риск купить не качественную партию, а т.к. автоклавное производство подразумевает выпуск большого количества изделий в одну смену, отбраковывать такие изделия только по признаку не достаточной выдержки конечно же, не кто не будет, это и без того увеличит себестоимость довольно энергозатратного, а соответственно дорогостоящего производства.
Итак, мы имеем материал с повышенной себестоимостью, а значит и ценой, и с большой вероятностью брака. На сколько выгодный такой материал, судить Вам.
Неавтоклавный газобетон.
На сегодняшний день разработаны новые технологические приёмы изготовления ячеистого бетона, позволяющие понизить себестоимость производства, но при этом, не навредить его прочностным и другим качественным характеристикам. Такое производство основано на холодных смесях (с температурой около 20-30 градусов) с добавками поверхностно-активных веществ, фиброволокон (армирование газобетона) и малым количеством воды. Такой газобетон на цементе после обычного пропаривания при атмосферном давлении достигает прочности автоклавного бетона, изготовленного по литьевой технологии и намного устойчивее к воздействию воды (в сравнении с автоклавным).
Существенное отличие автоклавного газобетона от неавтоклавного в том, что автоклавный газобетон можно применять в строительстве через 3-4 суток после обработки, так как в автоклаве процесс набора прочности окончательно завершён, (в неавтоклавном-через 28 суток, хотя прочность достигла всего 80-90 % ). Возникает вопрос: «В чем же здесь плюс?»
Все очень просто,а именно при нарушении процессов автоклавирования (время, плавное понижение температуры, выдержка при определенном давлении и т.д.) набор прочности в автоклаве после завершения пропаривания в дальнейшем не возможен, он в принципе, останавливается на каком то достигнутом результате и не всегда, как мы с Вами рассмотрели выше, он (результат) окажется заявленным по ГОСТу. В неавтоклавном газобетоне процесс набора прочности происходит гидратационным способом. С таким процессом мы встречаемся при производстве тяжелого товарного бетона, причем при 80-90 % прочности можно с уверенностью строить, так как остальные 10-20%, в любом случае достигаются в последующий месяц. Как показывает практика, показатель прочности даже превышает заявленные ГОСТом значения. Такой процесс не останавливается в течении года и со временем только укрепляет газобетон. Итак, набор прочности в неавтоклавном газобетоне сравним с набором прочности в тяжёлом бетоне. Такое производство существенно добавляет устойчивости материала к водной среде, так как набор прочности, связанный на прямую с последующим твердением газобетона, зависит от процесса гидротации цемента, его схватывание и твердение с образованием гидросиликата и гидроксида кальция в течении всей жизни газобетона. Этот процесс проходит в спокойном режиме без ускорения твердения (автоклавирования) и не останавливается в течении всей жизни газобетона (как было отмечено выше), тем самым обеспечивая дополнительный запас прочности, от установленного при отгрузки на момент продажи.
Отгрузка готовой продукции на 28 сутки, конечно, добавляет определенные неудобства производителю, т.к. обязывает его всегда иметь месячное количество продукции на складе и всегда следить за датой производства партии.
Мы советуем Вам при выборе производителя во время телефонного разговора уточнять:
-Когда была сделана партия?
-Достаточное ли количество есть на складе?
А если Вам на эти вопросы будут отвечать: “Мы Вам обязательно в кротчайшие сроки произведем ещё” -Не связываться с такими не добросовестными производителями неавтоклавного газобетона.
Часто задают такие вопросы:
-“Почему неавтоклавный газобетон продают по цене ниже, чем автоклавный?”
-“Почему производители автоклавного газобетона позиционируют неавтоклавный газобетон как плохой материал? ”
Давайте ответим на эти вопросы:
Неавтоклавное производство дает большой экономический эффект, так как позволяет отказаться от энергозатратных автоклавов и существенно понизить себестоимость продукции и как следствие, цену на окончательный продукт. Конечно же, это очень не нравится производителям автоклавного газобетона и они пытаются всячески очернить неавтоклавное производство, надо признаться, им отчасти это удается. Такие успехи достигаются прежде всего за счет недобросовестных СМИ (которым не важно, что они пишут или говорят, главное-заработать), а также недобросовестных производителей неавтоклавного газобетона, которые в погоне за прибылью, экономят на добавках, цементе, фиброволокнах, а самое главное, продают не выстоявшейся блок. Это, конечно-же, ведет к негативному отношению потребителя, который, в свою очередь, из-за нехватки информации или наоборот, от переизбытка негативной информации делает поспешные выводы и как следствие, покупает заведомо дорогой блок (автоклавный) или блок подешевле, но с нарушением технологии. Мы, как производители, неавтоклавного газобетона, советуем: прежде чем сделать выбор в пользу того или иного материала, лично посетить несколько производств и при необходимости,взять образцы для испытаний на прочность. Так же хотелось бы отметить, что неавтоклавное производство не ведется большими партиями и производство не зависит от таких процессов, как плавное понижение температуры, выдержка при определенном давлении и т.д., которые влияют на больший процент брака, исключение всех этих факторов существенно понижает процент брака.
Другими словами, если подитожить все выше сказанное о неавтоклавном газобетоне, можно сделать следующий вывод, что мы имеем более дешёвый, но не уступающий по качеству продукт, с пониженным процентом брака и более устойчивыми показателями к воздействию внешней среды.
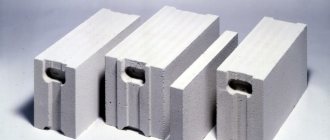
Газосиликат (блоки белого цвета) автоклавного твердения в отличии от газобетона изготовляют на основе известково-кремнеземистого, вяжущего, используя местные дешевые материалы: воздушную известь (в место цемента) и песок, золу-унос, и металлургические шлаки. Изделия из газосиликата приобретают нужную прочность и морозостойкость только после автоклавной обработки, обеспечивающей химическое взаимодействие между известью и кремнеземистым компонентом и образование нерастворимых в воде гидросиликатов кальция. Все основные характеристики этих изделий сравнимы с блоками автоклавного производства, но таккак в газосиликате вяжущем и самым основным является известь (а не цемент), такие блоки ещё больше боятся влаги, что не однократно было замечено строителями и ещё сильнее зависят от точности и качества соблюдения процесса производства. В частности строителями было замечено, что газосиликат полежав в воде, начинает крошиться и довольно быстро разрушается, особенно сильно такие разрушения проявляются в зимний период, при частой оттайке и заморозке изделий.
Во всем этом можно убедиться самим, проведя не хитрые опыты с каждым из перечисленных выше материалов.
Мы кратко рассказали Вам о таких материалах, как газобетон (автоклавный и неавтоклавный) и газосиликат. Надеемся что эта небольшая информация поможет Вам в дальнейшем определится с выбором как продукта, так и производителя.