What is autoclave processing of aerated concrete?
Autoclave processing is the stage of processing aerated concrete at high temperature (190°C) under high pressure for 12 hours . Autoclaves are metal containers into which cut gas blocks are placed.
Autoclaving is done for the following purposes:
- acceleration of aerated concrete hardening;
- increased strength;
- reduction of shrinkage;
- improvement of structure homogeneity;
- improvement of block geometry.
The autoclave also changes the structure of aerated concrete at the molecular level, forming a new material - tobermorite . This synthesized stone has properties that cannot be obtained under normal conditions at standard pressure and temperature.
Let us repeat that non-autoclaved aerated concrete hardens under natural conditions, and expensive and modern equipment is not required for its production. In other words, many manufacturers stamp gas blocks in their garages, which does not inspire much confidence.
Now let’s take a closer look at the differences between aerated concrete, and we’ll start with strength.
Features of autoclaved aerated concrete
Without steam and pressure treatment, aerated concrete becomes brittle, soft, shrinks, tolerates frost less well and allows more steam to pass through. This reduces the service life of the slabs to 50 years.
High-quality autoclaved aerated concrete retains its performance characteristics for up to 150 years. Tempered brick lasts the same amount of time. However, the popular version of the hero of the article is about 70 years old without major repairs. Verified, since the first houses made of aerated concrete were erected in the 1930s at the same time as the launch of block production.
The exact service life of aerated concrete depends on its type of density. It varies from 300 to 800 units. In most Russian regions they take a middle ground. Why is it gold? More on this in the next chapter.
Strength
Aerated concrete without an autoclave is less durable, especially when it is fresh. After all, like ordinary concrete, it still needs time to gain strength, but autoclaved concrete has accelerated its hardening hundreds of times thanks to high-temperature steam treatment. But even with complete hardening of both materials, the strength of the autoclave is higher by half or more.
For example, autoclave grades of aerated concrete D500 and D600 have a strength class of B2.5 - B3.5, while a non-autoclaved analogue of the same brand is at best class B2.
How is autoclaved aerated concrete produced?
In 1929, autoclaved aerated concrete . The enterprise with a capacity of 15,000 cubic meters per year is located in the city of Ixkhult. The Czechs dropped 10% of concrete from Erickson's formula, producing blocks only from lime and silica. The material was called "Itong".
The now popular aerated concrete made from silica and Portland cement appeared in 1934. The material was called "Siporex". At the same time, we started producing simple aerated concrete. Its formula, like that of the autoclave, is composed of:
- fine sand
-Portland cement grades “M-300” and “M-400”
- aluminum powder with 95% metal content
-lime
-water
Optional components include polymers and plastic factors. They are added to give concrete specific properties and improve basic ones. The foaming reaction of the hero of the article is triggered by lime and aluminum powder.
The latter is added after mixing the cement mixture. The intensity of the reaction is stimulated by vibration of the container with the composition. Carbon dioxide is released. He porouses the material, after which it sets.
The pores of the hero of the article are closed, like a honeycomb. The difference between ordinary and autoclaved aerated concrete is only in the method of hardening. Without an autoclave, the blocks set naturally. Autoclaved ones come out of the molds half-frozen. In this state, the slabs are cut to specified sizes. Then, the blocks are sent to the autoclave.
Shrinkage
Large shrinkage of blocks can create multiple cracks in the masonry; moreover, cracks can appear over the course of a year or more. To keep such processes to a minimum, block shrinkage should be minimal.
The shrinkage of non-autoclaved aerated concrete is from 3 to 5 mm per meter, while that of autoclaved aerated concrete is ten times less. That is, autoclaved aerated concrete practically does not produce shrinkage cracks when laid correctly.
Advantages of the material
Autoclaved aerated concrete has a number of technological, operational and production advantages. The blocks are light in weight, which is convenient when building walls. One unit of the product can replace up to 20 masonry bricks, which speeds up construction. Factory products have high manufacturing precision, which reduces the consumption of solutions and ensures the formation of smooth surfaces.
The low thermal conductivity of aerated concrete ensures heat retention in buildings without additional thermal insulation. Provides sound insulation and has the required degree of gas permeability (similar to wood). When heated, the material does not emit gases hazardous to health and has high fire resistance. It is also a neutral environment for microorganisms. The blocks are easy to drill and saw even with a hand saw.
Material processing is carried out with any tool. Products with a structural and thermal insulation density of the substance (from 500 kg/m3) are intended for the construction of walls of buildings of 3 floors and above. The durability of the products is tens of years. Construction costs are lower than other materials.
Return to contents
Block geometry
The geometry of the blocks is also very important, and the smoother the blocks are to each other, the better. After all, if the blocks differ from each other by 5 mm, then the difference in level must be leveled with glue, and these are cold bridges that greatly worsen the thermal insulation characteristics of the masonry.
Moreover, thick seams cause greater shrinkage, which again can cause cracks. Experienced builders will tell you that the difference in levels can be leveled with a float on aerated concrete, but imagine how much time it will take.
Now let’s think about where the geometry of the blocks will be better, on high-tech factory equipment with autoclaves, or in garage conditions? The answer is obvious!
Most builders believe that the best and most even blocks are obtained from AEROC. The average price per cubic meter of their aerated concrete is 4,000 rubles.
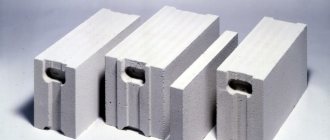
Tongue and tongue blocks
There is a protrusion and a depression on the sides. One block element fits into the opposite part of another. This strengthens and facilitates the masonry. It's starting to look like a Lego assembly. Carrying aerated concrete is made comfortable by the side depressions closer to the top of the blocks. The cavities are easy to handle.
The structure of aerated concrete with depressions and protrusions on the sides is called tongue-and-groove. The glue is applied only to the edges of the slabs. This saves money without compromising the quality of the building.
Uniformity of structure
Uniformity refers to the number of voids (bubbles) that are distributed in a certain way in aerated concrete, and the more uniform they are, the better. Autoclaved aerated concrete technology guarantees an ideal distribution of voids, due to the fact that bubbles form and harden immediately, and individual blocks are obtained after cutting one large block.
Non-autoclaved aerated concrete is made completely differently. Foam and gas-forming agents are added to the concrete mixture. As a result, bubbles can rise closer to the surface, while heavier elements fall down. As a result, the distribution of bubbles will be uneven.
Now let's think about what this threatens. Firstly, where there are fewer bubbles, there is less strength, and where there are few bubbles, there is a cold bridge through which heat will escape faster. That is, the strength and thermal conductivity of non-autoclaved aerated concrete are very unstable.
Areas of use
Autoclaved aerated concrete is widely used in the construction of industrial buildings, residential and commercial real estate. External walls are erected from autoclaved aerated blocks, which can be single-layer, combined or double-layer. Such internal walls are designed to take on the load of the upper floors.
It is important to lay the first row perfectly straight.
Autoclave blocks can form partitions and walls of fireproof rooms, as well as fill steel or concrete frames. A separate area of use is the formation of floor slabs (density of autoclaved aerated concrete 800-1000 kg/m3) in buildings. Material with a lower density (slabs) is used for thermal insulation of basements, attics, etc.
Autoclaved aerated concrete has been used in the production of wall panels for residential, public and industrial buildings. This applies to strip-cut reinforced panels. For typical projects of large-panel buildings, such panels consist of several standard sections.
Currently reading: Composition and use of expanded clay concrete
Return to contents
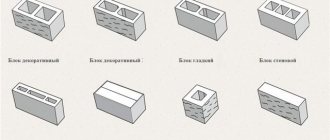
What are the differences between autoclaved and non-autoclaved aerated concrete?
In addition to differences in production technology and characteristics, it is worth noting that such blocks are not similar in appearance. Thanks to the final processing, the products are geometrically smooth, without any deviations in size. Some forms allow you to make blocks with a ready-made facing side for finishing stone.
When blocks are naturally aged, due to unstable processing conditions, they may have deviations in linear dimensions. The ridges in partition blocks often suffer when removing formwork.
Another significant difference is that autoclaved aerated concrete blocks can be used without insulation (northern regions are not taken into account) and cladding. It is necessary to carry out such work with naturally aged products. Otherwise, under the influence of precipitation and other natural phenomena, they will begin to collapse, since they do not have such a strong and dense mineral structure as autoclaved ones.
Stages of construction of houses made of autoclaved aerated concrete
The laying of autoclaved aerated concrete is regulated by SNiP “3.03.01-87”. It is worth taking advantage of the recommendations of STO NAAG “3.1-2013”.
In the first row, the corner slabs are placed first. It is advisable to hit the level with a laser level. This type of work is precise and can be done by 1 person. The approach with a hydraulic level is more difficult, longer, and requires at least 2 builders.
When the corner blocks of the first row are fixed, they begin laying aerated concrete between them. It is convenient to tension the thread according to the level. The “pillow” should go up to the mark. The “bricks” lie exactly above it. You have to lay by lowering the blocks evenly from top to bottom.
The laying process after the first row consists of the so-called snapping of blocks. The plate is placed edgewise to the previous one and lowered, parallel to the grooves. If classic blocks are used, they are placed from top to bottom. Wanting to play it safe, they use options for laying in 2 slabs. 2 work options:
-With serial dressing. It is carried out vertically to a thickness of 1.5 blocks of aerated concrete. 2 square “bricks” are used in one row. The next one combines a square and a rectangle.
moves, ensuring the strength of the masonry. In horizontal rows, the seams, by the way, should also shift. The rule applies to any masonry.
-With flexible connections. Their role is played by dowels or anchor plates. Their use is ideal when laying layers of aerated concrete with vapor-permeable insulation. Otherwise, moisture may condense on the inner walls of the blocks. Steel reinforcement with an anti-corrosion coating is also needed. The connections are laid in masonry joints of different heights.
Application of aerated concrete
Aerated concrete blocks are used to create reinforced slabs for flooring, load-bearing walls and as a heat-insulating material. In terms of creating partitions, gas silicate blocks are a good alternative to drywall.
Autoclave-hardening gas blocks are widely used in regions where seismic activity is significantly increased. Long-term tests show that buildings for the construction of which aerated blocks were used have a much better degree of stability during various natural disasters such as earthquakes. Due to the low weight of the building material and its high strength, the load on the building is significantly reduced.
For interior partitions, aerated concrete blocks up to 120 mm thick are used. They dry faster than brick ones due to thin seams.
The blocks are easily amenable to all kinds of processing: they can be sawed, planed or drilled. You can easily drive staples or nails into this material.
When using gas silicate blocks in construction, you should be prepared for the fact that over time this material becomes harder and harder.
Gas silicate blocks can be used for a period exceeding one hundred years.
It is worth considering that due to the high level of crystallization in the dry state, an autoclave-cured gas block can exhibit a slight degree of shrinkage. It is advisable to wait until the material has completely dried.
Benefits of blocks
At the moment, aerated concrete blocks are leading the building materials market, being the most economical, convenient and promising option for construction. This material owes its durable characteristics to its cellular structure and processing using an autoclave at high pressure. Aerated concrete is classified as a structural and thermal insulating cellular material.
Thus, having a relatively low density, up to 500 kg/cub.m., this material has an extremely high degree of strength, from two to four MPa. This strength is quite sufficient for the construction of load-bearing walls up to five floors high from aerated concrete. Taking into account the operational humidity that an aerated block has and a calculated thermal conductivity of only 0.1 W/m, it is five times warmer than a cinder block, six times warmer than a ceramic brick, and almost two times warmer than shell rock. It turns out that aerated concrete blocks are one of the warmest homogeneous materials currently known.
Using only a gas block as a building material, you can create energy-saving walls and do without the use of additional insulation.
Graph of the dependence of the strength of aerated concrete on its humidity.
Aerated concrete blocks are produced from quartz sand, amenable to fine grinding, the highest grades of cement without various impurities, crushed quicklime, water and gypsum stone.
One of the greatest advantages of autoclaved aerated concrete blocks is their most accurate geometry, which does not allow the creation of cold bridges during laying.
Another undeniable advantage of cellular blocks is their durability, compared to other synthetic materials and insulation such as polystyrene foam or stone wool.
Due to its ideal geometry, laying autoclaved aerated concrete does not present any difficulties. So, you can even use glue to lay blocks (most often it is sold in bags in dry form and is prepared by adding water).
The low weight and large dimensions of aerated concrete blocks make it possible to reduce the cost of building materials, the time required for construction, and suggest a more practical use.
Scheme of aerated concrete production.
Due to the fact that the thickness of the masonry joint never exceeds three millimeters, there are no cold bridges in the wall and the possibility of freezing is eliminated.
The use of this material significantly reduces the level of labor intensity of work and material consumption. You can significantly save on glue and plastering work due to the ideal geometric surface of these blocks.
Due to their porous structure, aerated concrete blocks carry much less load on the foundation compared to other building materials. Due to the relative ease of processing aerated concrete blocks, a building can be given special architectural expressiveness by simply sawing or cutting off excess sections of the block.
You can cut aerated concrete blocks using a hand saw for aerated concrete and a square to ensure accuracy and maintain right angles.
Many construction companies choose to use autoclaved aerated concrete due to the high environmental friendliness of this material. During the manufacture of aerated concrete blocks there is no negative impact on the environment. It is worth paying attention to the statistics. Thus, according to the environmental friendliness coefficient of cellular concrete of 2.0, it is absolutely safe for humans. Many brands of this material are equipped with special environmental certificates.
Autoclaved, non-autoclaved aerated concrete and gas silicate
Aerated concrete is prepared from a mixture of Portland cement (often with the addition of puffed lime or caustic soda), a silica component and a blowing agent. According to the production method, aerated concrete is divided into autoclave and non-autoclave. Autoclaved aerated concrete.
The main difference between autoclaved and non-autoclaved aerated concrete is the special heat treatment. This treatment is carried out in special ovens (autoclaves) in an environment of saturated water vapor at a temperature of 175...200 degrees and a pressure of 0.8...1.5 MPa. Autoclaves are hermetically sealed cylinders with a diameter of up to 3.6 m. and up to 32 m long. Such furnace dimensions imply large production areas and, accordingly, large production capacities. Processing in an autoclave requires significant energy consumption, which consequently increases the price of aerated concrete. The main positive effect of autoclaving is that in a humid environment, even with a significant reduction in the amount of cement and at elevated temperatures, the silica component exhibits chemical activity and combines with calcium hydroxide to form calcium hydrosilicates, i.e. processes occur that give cellular concrete strength and frost resistance.
Autoclave processing is carried out according to a certain regime, taking into account the type and massiveness of the products. To ensure that cracks do not appear in the products and the product receives its brand strength, it is imperative to provide for a smooth rise and fall in temperature and pressure (within 2...6 hours), such complex production significantly complicates control over the quality of the products, especially in conditions of large production.
Autoclaved aerated concrete is promoted on the building materials market as a reliable and profitable material, but unfortunately this is not entirely true. Some manufacturers, focused on large-scale production, do not allow the holding time of masses in the autoclave to be observed, and since the amount of cement in the preparation of autoclaved aerated concrete is significantly reduced, the final completion of the reaction in such a mass does not occur and the strength indicators do not reach the values established by GOST. As a consequence of this, some consumers experience destruction of their products when a significant amount of water gets on them. It turns out that there is a risk of buying not a high-quality batch, but because... autoclave production involves the production of a large number of products in one shift; of course, no one will reject such products only on the basis of insufficient exposure, this will already increase the cost of a rather energy-consuming and therefore expensive production.
So, we have a material with an increased cost, and therefore a higher price, and with a high probability of defects. How profitable such material is is up to you to judge.
Non-autoclaved aerated concrete.
To date, new technological methods for the production of cellular concrete have been developed that make it possible to reduce the cost of production, but at the same time, without harming its strength and other quality characteristics. This production is based on cold mixtures (with a temperature of about 20-30 degrees) with the addition of surfactants, fiberglass (aerated concrete reinforcement) and a small amount of water. Such aerated concrete on cement, after conventional steaming at atmospheric pressure, reaches the strength of autoclaved concrete made using casting technology and is much more resistant to water (compared to autoclave).
A significant difference between autoclaved aerated concrete and non-autoclaved aerated concrete is that autoclaved aerated concrete can be used in construction 3-4 days after treatment, since in the autoclave the process of strength gain is finally completed (in non-autoclaved aerated concrete - after 28 days, although the strength has reached only 80-90% ). The question arises: “What is the plus here?”
Everything is very simple, namely, if the autoclaving processes are violated (time, gradual decrease in temperature, holding at a certain pressure, etc.), gaining strength in the autoclave after steaming is completed is no longer possible, it, in principle, stops at some achieved result and not always, as we discussed above, it (the result) will turn out to be declared according to GOST. In non-autoclaved aerated concrete, the process of strength gain occurs by hydration. We encounter such a process in the production of heavy ready-mixed concrete, and at 80-90% of the strength we can build with confidence, since the remaining 10-20%, in any case, is achieved in the next month. As practice shows, the strength indicator even exceeds the values stated by GOST. This process does not stop throughout the year and over time only strengthens the aerated concrete. So, the strength gain in non-autoclaved aerated concrete is comparable to the strength gain in heavy concrete. Such production significantly adds to the resistance of the material to the aquatic environment, since the strength gain, which is directly related to the subsequent hardening of aerated concrete, depends on the process of cement hydration, its setting and hardening with the formation of hydrosilicate and calcium hydroxide throughout the life of the aerated concrete. This process takes place in a quiet mode without accelerating hardening (autoclaving) and does not stop throughout the life of aerated concrete (as noted above), thereby providing an additional margin of safety from that established during shipment to the time of sale.
Shipment of finished products within 28 days, of course, adds certain inconvenience to the manufacturer, because obliges him to always have a monthly quantity of products in stock and always monitor the production date of the batch.
When choosing a manufacturer, we advise you to clarify during a telephone conversation:
-When was the batch made?
-Are there sufficient quantities in stock?
And if they answer these questions: “We will definitely produce more for you as soon as possible” - Do not contact such dishonest manufacturers of non-autoclaved aerated concrete.
The following questions are often asked:
- “Why is non-autoclaved aerated concrete sold at a price lower than autoclaved one?”
-“Why do manufacturers of autoclaved aerated concrete position non-autoclaved aerated concrete as a bad material? ”
Let's answer these questions:
Non-autoclave production provides a great economic effect, as it allows you to abandon energy-consuming autoclaves and significantly reduce the cost of production and, as a consequence, the price of the final product. Of course, the manufacturers of autoclaved aerated concrete really don’t like this and they are trying in every possible way to denigrate non-autoclave production, I must admit, they are partially successful. Such successes are achieved primarily due to unscrupulous media (which do not care what they write or say, the main thing is to make money), as well as unscrupulous manufacturers of non-autoclaved aerated concrete, who, in pursuit of profit, save on additives, cement, fiber fibers, and most importantly, They sell an unseasoned block. This, of course, leads to a negative attitude of the consumer, who, in turn, due to a lack of information or vice versa, from an overabundance of negative information, makes hasty conclusions and, as a result, buys a obviously expensive unit (autoclave) or a cheaper unit, but with violation of technology. We, as manufacturers of non-autoclaved aerated concrete, advise: before making a choice in favor of one material or another, personally visit several production facilities and, if necessary, take samples for strength tests. I would also like to note that non-autoclave production is not carried out in large batches and production does not depend on processes such as a gradual decrease in temperature, holding at a certain pressure, etc., which affect a higher percentage of defects; the exclusion of all these factors significantly reduces the percentage marriage.
In other words, if we summarize everything that has been said above about non-autoclaved aerated concrete, we can draw the following conclusion that we have a cheaper, but not inferior in quality product, with a lower percentage of defects and more resistant to environmental influences.
Autoclave-cured gas silicate (white blocks), unlike aerated concrete, is made on the basis of a calcareous-siliceous binder, using local cheap materials: puffed lime (in place of cement) and sand, fly ash, and metallurgical slag. Gas silicate products acquire the required strength and frost resistance only after autoclave treatment, which ensures chemical interaction between lime and the silica component and the formation of water-insoluble calcium hydrosilicates. All the main characteristics of these products are comparable to autoclave-produced blocks, but since the most basic binder in gas silicate is lime (and not cement), such blocks are even more afraid of moisture, which has been noticed more than once by builders and is even more dependent on the accuracy and quality of the process. production. In particular, builders noticed that gas silicate, after lying in water, begins to crumble and deteriorates quite quickly, such destruction is especially severe in winter, with frequent thawing and freezing of products.
You can verify all this for yourself by conducting simple experiments with each of the materials listed above.
We briefly told you about materials such as aerated concrete (autoclaved and non-autoclaved) and gas silicate. We hope that this little information will help you in the future to decide on the choice of both the product and the manufacturer.