Для изготовления пенополистирола (пенопласта) необходим суспензионный полистирол. Гранулы этого материала могут быть различного размера — от 0,4 до 3,2 мм (в зависимости от марки сырья). В состав гранул входит легкокипящий компонент пентан, способствующий их увеличению в несколько раз при определенных условиях. Именно на этом свойстве материала основывается технология производства пенополистирола.
Схема наружного утепления с помощью пенополистирола.
Этапы производства пенополистирола
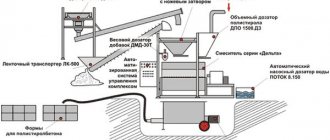
Заключается технология изготовления пенопласта во вспенивании суспензионного полистирола. Чтобы получить необходимый результат, применяют пар. Далее происходит спекание гранул. Затем формируется крупногабаритный блок, который впоследствии режется на листы. Но, прежде чем загрузить сырье в бункер, выполняется механическое перемешивание гранул с различными добавками-модификаторами.
Чтобы готовый материал был более огнестойким, в его состав добавляются антипиреновые добавки. Для защиты пенопласта от воздействия тепла и кислорода применяют антиоксиданты и термостабилизаторы, для предотвращения плесневения — абиотические компоненты. При производстве экструдированного пенополистирола вводятся стабилизаторы-нуклезиаты, которые способствуют получению более однородной и мелкой структуры пор.
Вернуться к оглавлению
Вспенивание гранул полистирола
Технологическая схема производства листового пенополистирола.
Вспенивание суспензионного полистирола происходит в два этапа. Причем для каждой партии сырья определяется оптимальное время на прохождение данной стадии. Оно зависит от качества сырья. Этот период должен строго соблюдаться, так как если происходит увеличение временных интервалов, то гранулы могут разрушаться.
Первый этап обработки материала проходит в предвспенивателе. Этот агрегат — емкость с отверстиями в днище, через которые происходит подача пара. Также он оснащен активатором для размешивания гранул. Во время вспенивания (около 5 минут) в емкости поддерживается температура около 100-110° С.
Процесс вспенивания происходит следующим образом. Благодаря действию водяного пара активизируется пентан, который входит в состав гранул суспензионного полистирола. Они размягчаются и вырастают в объеме, при этом количество материала может увеличиться в 30-50 раз. Целостность и герметичность ячеек сохраняются.
Чтобы процесс вспенивания происходил с ускорением, гранулы перемешиваются при помощи механического активатора. В конце этого цикла материал под давлением поднимается. Через окно выгрузки выталкивается в промежуточную емкость, а затем при помощи пневмотранспорта перемещается в бункер для вылеживания.
Вернуться к оглавлению
Сушка и вылеживание вспененных гранул
Схема пенополистирола в качестве утеплителя.
В гранулах полистирола, которые были вспенены, заключается около 10-15% влажности. Внутри них присутствует разрежение, так как происходила конденсация остатков пентана и пара. В результате под воздействием этих факторов может произойти сжатие гранул, что повлечет снижение объема материала и увеличение насыпной плотности. Именно по этой причине технология производства пенопласта предусматривает этап высыхания.
Цель данной стадии:
- укрепление наружных стенок гранул;
- восстановление внутреннего давления.
Благодаря тому, что теплый воздух (около 35° С) проникает в ячейки материала, полистирол приобретает нужные параметры сопротивления сжатию. Причем чем ниже у материала насыпная плотность, тем быстрее будет поглощаться воздух.
Процесс сушки занимает около 5 минут. В некоторых случаях он совмещается с этапом транспортировки. Во время перемещения материала влажность может быть снижена до 6-3%. Кроме потери влажности, сушка способствует значительному увеличению текучести материала.
Схема основных видов пенополистирола.
Это, в свою очередь, позволяет заполнять бункера для вылеживания более эффективно. Эти специальные устройства представляют собой металлическую основу с фиксированным мешком из воздухопроницаемой ткани. В них хранят гранулы при температуре, не превышающей 22-28° С. Продолжительность может составлять от 6 часов до суток. Зависит это время от объемного насыпного веса гранул: при снижении веса срок увеличивается, но он не должен превышать 14 суток, так как за такой период изопентан улетучивается и гранулы теряют способность к вспениванию.
Между тем способов вылеживания существует несколько. Чтобы сократить время выдержки, применяется метод перекачивания гранул при помощи воздушного потока из бункера в бункер. При таком подходе достаточно 2-3 часов для приобретения материалом необходимых показателей водопоглощения и прочности.
Вернуться к оглавлению
Производство блоков и их резка
Производство или выпекание блоков проводится в специальной блок-форме. Это устройство из стали в виде прямоугольника имеет двойные стенки, причем внутренняя часть перфорированная (это необходимо для подачи пара).
Схема панели из пенополистирола.
После прогревания формы в нее засыпаются гранулы, и она герметично закрывается. Повторное вспенивание проводится также под воздействием водяного пара под давлением.
На качество пенополистирола влияет своевременное прекращение процесса формирования. Если он прерван раньше необходимого срока, то недостаточно вспененные гранулы плохо сплавятся. Если же материал передержан, то ячейки разрушаются и появляются усадочные явления. В обоих случаях качество изделия значительно ухудшается.
После этого следует процесс охлаждения. Полученные блоки размещаются в цехе, где могут находиться от 12 до 720 часов. За это время материал теряет излишнюю влажность. Именно ее избыток не позволяет производить резку сразу же после охлаждения. Чтобы получить плиты нужной толщины, используется автоматический станок. А в качестве режущего элемента применяются разогретые нихромовые струны. На заключительном этапе листы помещают на станок с вертикальной резкой и торцуют.
Подготовка к работе
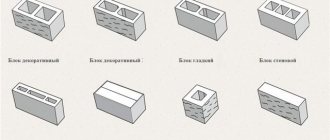
Для изготовления пенополистирола своими руками придется выполнить ряд подготовительных работ, чтобы затем сделать все быстро и качественно. Изделия можно сделать в виде плит или блоков. Все зависит от того, какой именно материал удобнее использовать для работы. Например, для утепления применяются плиты, они приклеиваются на поверхность. Для сооружения каких-либо конструкционных форм или для опалубки требуется использование блоков, они дополнительно еще и армируются.
После формировки блоки имеют такие размеры:
- ширина 25 см;
- высота 25 см;
- длина 95 см.
Пенополистирол на 98% состоит из воздуха, он легкий и недорогой.
Сам процесс, как изготовить пенополистирол в домашних условиях, можно отнести к разряду несложных, но требовательных. Химическая реакция сопровождается выделением формальдегидных летучих веществ. Если не соблюдать осторожность, то вероятны случаи отравления не только самого изготовителя, но и для окружающих.
Схема производства:
- наличие сырья (требуется приобрести специальные гранулы, которые и являются основой для создания материала);
- предвспениватель, при помощи которого и создается масса;
- бункер для работы, вылеживания материала;
- блок-формы для пенополистирола;
- хранение готовой продукции, порезка и сортировка;
- пневмотранспорт;
- парогенератор;
- компрессор;
- ресивер для пара;
- дробила для отходов.
Во время изготовления необходимо обеспечить наличие хорошей вентиляции, чтобы отводить все пары, образующиеся во время работы. Рекомендуется работы проводить в отдельно стоящем помещении.
Вернуться к оглавлению
Экструдированный пенополистирол
Процесс производства экструдированного пенополистирола несколько отличается от изготовления пенопласта, хотя по химическому составу эти материалы довольно схожи. Экструзия — это своеобразный технологический процесс, который заключается в выдавливании материала, имеющего высокую вязкость. Пропускается такое сырье через экструзионную головку — особенное формующее приспособление, которое позволяет получить изделие, имеющее поперечное сечение нужной формы.
Исходным материалом для экструдированного пенополистирола служит полистирол общего назначения.
Таблица характеристик экструдированного пенополистирола.
Гранулы вспенивают, но не при помощи водяного пара, а с использованием специального агента.
Ранее в качестве вспенивающих материалов для получения экструдированного пенополистирола использовались различные фреоны (жесткие, мягкие и их смеси). Сейчас применяют безфреоновые компоненты на основе СО2.
Для изготовления экструдированного пенополистирола создаются определенные условия, которые запускают процесс преобразования полистирола. Как и при производстве пенопласта, гранулы вспенивают, и получается вязкотекучая масса. Согласно технологии идет обработка не отдельных гранул, а жидкообразного вещества.
Готовый материал состоит из массы закрытых ячеек, которые наполнены воздухом, и обладает цельной микроструктурой. Размеры ячеек составляют 0,1-0,2 мм.
По окончании производства остатки вспенивателя, как правило, на протяжении суток вытесняются окружающим воздухом. В готовом материале между ячейками отсутствуют микропоры.
При точном соблюдении технологии производства как обычного пенопласта, так и экструдированного пенополистирола, получается легкий и прочный материал, обладающий низкой теплопроводностью и паропроницаемостью, а также устойчивый к водопоглощению.
Как сделать правильный выбор?
При выборе следует обратить внимание на внешний вид утеплителя. Качественная теплоизоляционная плита — ровного яркого белого цвета, любые другие оттенки свидетельствуют, что была нарушена технология производства. О том же свидетельствуют исходящие от материала посторонние или резкие химические запахи. Края плиты не должны крошиться или осыпаться. На поверхности не должно быть вмятин, повреждений, сколов.
Формирующие плиту гранулы должны быть приблизительно одинакового размера и распределяться по поверхности теплоизоляционного листа равномерно, без промежутков и пустот между ними. При сломе линия разрыва должна проходить не только между целыми гранулами, но и непосредственно внутри их, в противном случае это будет означать, что гранулы плохо спеклись друг с другом в процессе производства.
Плиты пенополистирола нельзя хранить на открытом воздухе, поскольку так они быстро теряют свои теплоизоляционные свойства.
Покупать нужно только материал, который хранился на закрытом складе.
Продукция должна быть обязательно промаркирована, а маркировка должна содержать полную информацию о производителе, физико-механиеских и теплотехнических характеристиках товара.
Качество пенополистирола регулируется ГОСТом 155-8868 «Плиты пенополистирольные. Технические условия».
Подготовительные мероприятия
До того как приступить к покупке оборудования, необходимо подготовить соответствующее помещение.
По этой причине в помещении, где будет производиться пенополистирол, должна быть высококачественная вентиляционная система. Следовательно, в городской квартире наладить свой производственный цех вряд ли удастся. Потребуется отдельное помещение, в идеале – целый сарай или даже ангар на загородном участке, находящийся максимально отдаленно от жилых помещений. С этим выяснили, теперь рассмотрим, что конкретно может понадобиться в работе.
Оборудование для производства пенопласта
Необходимое оборудование
Минимальный набор специализированного оборудования для изготовления описываемого материала состоит из:
- парогенераторов, а также аккумуляторов к ним;
- компенсаторов;
- предвспенивателей;
- охладителей;
- приемных бункеров;
- нарезочных агрегатов;
- блок-форм;
- дробилок.
Сам процесс изготовления и реализации должен начаться со знакомства с поставщиками, которые, к слову, могут помочь с поиском реализаторов сырья и дополнительного оборудования. Большую часть отечественного рынка заполонили китайские устройства. Есть возможность доставки продукции до места назначения, подготовка соответствующей документации для таможни и проч. Для настройки и запуска системы к вам может выехать отдельно оплаченный специалист. Что же касается европейского оборудования, то оно обойдется примерно в два-три раза дороже, хотя качество при этом, безусловно, будет намного лучшим.
Клей для пеноплекса
Ранее мы делали обзор на марки клея пригодного для пеноплекса, в дополнение к этой статье советуем вам ознакомится с данной информацией читайте об этом тут
Покупки, необходимые для производственного процесса
Итак, вы составили бизнес-план, знаете, какими будут будущие объемы работ и требуемые капиталовложения, теперь вам остается главное – приобрести оборудование для производства пенопласта. В процессе будут использоваться те установки, которые приведены ниже.
- Аккумуляторы либо парогенераторы, необходимые для нормального функционирования предвспенивателей. К данной категории относятся также пневмотранспортные трубы, весы, трансформаторы, конденсационные отводы и так далее.
- Собственно, предвстпениватели. Они необходимы для предварительного взбивания гранул полистирола (при этом на них будет воздействовать пар) до тех пор, пока материал не обретет требуемую плотность (она варьируется в пределах 10-50 килограмм на кубометр). Существует немало разновидностей предвпенивателей, но все они условно делятся на несколько категорий в зависимости от следующих параметров:
- наличие/отсутствие встроенного генератора пара, подающего дозатора, бункера;
- материал, использованный при изготовлении («нержавейка» либо углеродистая сталь);
- принцип действия (по циклам или непрерывно);
- производительность;
- вместительность гранулоприемника и камеры.
- Дробилка со встроенным вентилятором, необходимая для измельчения отходов, оставшихся после резки. К слову, в дальнейшем эти отходы также будут задействованы в производстве.
- Емкость, оснащенная специальным мешкообразным вкладышем, в которой будет производиться вторичное вспенивание. Такое оборудование для производства пенопласта требуется для того, чтобы получать сырье плотностью по 7-8 килограммов на кубометр. Определением размеров каркаса должен заниматься квалифицированный технолог.
- 5. Упаковочный аппарат, который будет оборачивать готовые листы материала термоусадочной либо же полиэтиленовой пленкой.
- 8. Блок-форма, где полистирольные гранулы спекаются в монолитный материал под действием горячего пара. Последующее охлаждение может быть как естественным, так и вакуумным. Процедура контролируется посредством пульта.
- 9. Компрессор с вакуумным насосом – они необходимы для того, чтобы ускорить рабочий процесс. Устанавливаются по отдельности в зависимости от требуемой плотности конечной продукции и мощности.
6. Приемный бункер. Этот механизм может оснащаться вентилятором с режимом подогрева воздуха, или же он (вентилятор) может подключаться к нему отдельно. В этом бункере сырье вылеживается и просушивается. Аппараты могут различаться не только по показателям мощности, но и по полезному объему.
7. Стол для резки пенополистирола на листы требуемой толщины и габаритов. Прежде всего, такие столы различаются по конфигурации; многие современные модели дополнительно оснащаются дальномерами, особыми пилами, предназначающимися для шпунтирования, трансформаторами, прогревающими струны, и многим другим. Для длинных элементов профильного типа (таких как утеплители для шифера, плинтуса, колонны или же наличники) стол может быть заменен станком для трехмерного формата. Контроль в данном случае выполняются посредством особой компьютерной программы.
Производство пенопласта в домашних условиях
Сначала необходимо приобрести сырье – вспенивающийся полистирол. Вспенивающийся полистирол, является продуктом химической промышленности. При его покупке следует обращать внимание на гарантийный строк хранения. Здесь действует правило – чем «старше» гранулы вспенивающегося полистирола, тем дольше идет процесс вспенивания и тем труднее получить требуемую плотность.
Следует стразу акцентировать внимание читателей данной статьи на том, что изготавливать в домашних условиях небольшие количества пенопласта вещь, мягко говоря, нерентабельная. Если по условиям требуются утепляющие плиты или багеты, которыми наполнен рынок строительных материалов, намного проще и дешевле их купить и не морочить голову.
А вот энтузиастам, которые специализируются на изготовлении эксклюзивных авторских изделий (вроде хендмейд мастерства) пригодится технология – изготовление пенопласта в домашних условиях, которая будет описана ниже. Так как этот материал отлично клеится, можно изобретать и придумывать сложные изделия из сегментов, имеющих разную форму и сечение.
Из чего можно сделать формы для пенопласта?
В качестве материала для изготовления форм для пенопласта могут быть использованы различные материалы, от керамики до древесины. Долго служат формы, изготовленные из стали или оловянно-отливочные пресс-формы.
Также можно использовать термостойкий пластик. Если же в качестве форм для пенопласта вы решили использовать силиконовые кулинарные формочки, их необходимо укрепить алебастром или гипсом – просто залить алебастровым или гипсовым раствором подходящую емкость и окунуть в нее формочку по самые края. Приварить готовое изделие к формочке довольно сложно, как и приклеить пенопласт к иным поверхностям.
Технология изготовления и переработка пенопласта в домашних условиях
Технология производства пенопласта в домашних условиях предполагает двух стадийное пропаривание исходного сырья. При этом в качестве источника пара можно использовать всевозможную бытовую технику: паровую швабру или моечную установку типа «Кarcher» с функцией генерации пара.
Количество вырабатываемого этими устройствами пара будет вполне достаточно для производства небольших изделий, которые помещаются на ладонях рук. Как правило, эти изделия используются для декорирования интерьера помещений.
Первое отпаривание пенополистирола можно организовать в обычном металлическом ведре. Наполняете его на 20% (1/5) объема гранулами вспенивающегося полистирола, погружаете в толщу гранул шланг от парогенератора и запустив устройство круговыми движениями обрабатываете гранулы паром.
Через определенный промежуток времени гранулы увеличатся в размерах и наполнят ведро до самого верха. Теперь следует распределить первично обработанное сырье по формам и обрабатывать его паром до тех пор, пока гранулы не склеятся между собой.
Технология производства пенополистирола
Данная технология состоит из нескольких этапов, ознакомимся с каждым из них.
Этап первый. Заготовка сырья
Сырьем в данном случае выступает вспенивающийся пенополистирол, то есть продукция химической промышленности. От того, насколько он качественен и каков его срок эксплуатации, зависят параметры производимого материала. Ведь чем больший «возраст» сырья, чем больше времени оно хранилось, тем сложнее будет вспенивать его гранулы. Что же касается плотности, то этот показатель напрямую зависит от габаритов итоговых гранул: чем они (гранулы) больше, тем выше будет показатель. И, напротив, при помощи маленьких гранул можно сделать низкоплотную продукцию.
Обратите внимание! Если пенопласт, который вы планируете продавать, будет использоваться в строительных работах, то в производстве следует обязательно добавлять антипирен (это вещество, которое препятствует воспламенению).
Сам процесс изготовления должен начинаться с образования водяного пара, температура которого составит 115-170 градусов, а давление – от 0,8 до 6 атмосфер. Для этого используется такое оборудование для производства пенопласта, как парогенератор. К слову, сам парогенератор по типу используемых энергоресурсов может быть:
А для того, чтобы был использован максимальный объем образованного пара, необходимо использовать паронакопитель.
Этап второй. Вспениваем гранулы
Сырье подается во вспениватель в том количестве, которое необходимо для создания материала той или иной марки, после чего подается пар. Гранулы, будучи под воздействием этого пара, начинают вспениваться, что сопровождается их увеличением в объеме приблизительно в 25-50 раз. Как правило, чтобы получить 1 кубометр сырья, уже прошедшего вспенивание, требуется порядка 15-ти килограммов исходного сырья.
Сама процедура вспенивания длится не более семи минут. По окончании данной процедуры гранулы подаются в специальную сушильную установку, в которой избавляются от излишков влаги, образовавшихся при воздействии пара.
Этап третий. Высушивание
Дальше гранулы, как мы только отметили, подаются в сушильный аппарат, в котором обрабатываются подогретым воздухом и лишаются избытков влаги, но первоначальный объем при этом остается прежним. Что характерно, воздух попадает снизу, перманентно перемешивая частички.
Сама процедура высушивания занимает не более пяти-десяти минут.
Этап четвертый. Вылеживание
В таких бункерах гранулы окончательно стабилизируются. Длительность данного процесса зависит преимущественно от окружающих условий. Число самих бункеров зависит от уровня производительности системы, а их габариты и объем определяются высотой потолка в цеху.
Стоит заметить, что пенопласт разных марок зачастую хранится в отдельных бункерах. Материал может вылеживаться от 5 до 12 часов, после этого уже стабилизировавшиеся гранулы спекаются.
Этап пятый. Спекание пенопласта
Посредством специального загрузочного отверстия происходит заполнение блок-формы подготовленными гранулами, причем они подаются сюда под действием воздуха, который нагнетается компрессором. Далее гранулы спекаются под действием того же пара, поступающего из паронакопителя. Отметим, что качество выпекания гранул зависит от трех факторов, таких как:
После этого пенополистирол охлаждается (для этого используется такое оборудование для производства пенопласта, как вакуумная установка) и обретает требуемую форму. Длительность процедуры зависит от марки, хотя в среднем это не более 10-12 минут.
Этап шестой. Резка
Завершающим этапом производства является резка. По окончании выпекания дверка агрегата открывается, а пенополистирольный блок выталкивается на специальный стол под действием пневмотолкателя. Плиты выкладываются вертикально, после чего их нужно на несколько дней оставить. Это необходимо для того, чтобы они окончательно избавились от излишков влаги и прошли стабилизацию.
После этого блоки режутся специальным станком на листы требуемых габаритов и толщины. При необходимости проделываются выступы и пазы (отходы, как уже отмечалось выше, будут подвержены еще одной переработке).
Плиты упаковываются и продаются. Как видим, в действительности здесь нет ничего сложного, в чем вы можете убедиться при просмотре тематического видеоматериала.
С чего начать работу?
Планирование производства:
- Организация рабочего места, подготовка необходимого оборудования.
- Закупка гранулированного полистирола, который и будет использоваться в качестве основного сырья. Гранулы засыпаются в емкость для создания материала.
- Насыщение массы паром при определенной температуре, вылеживание, выпекание блоков либо плит.
Перед тем как начать работы, следует обеспечить наличие таких инструментов и оборудования, как:
- емкость для массы;
- парогенератор;
- паронакопитель (необходимо контролировать объем пара);
- компрессор;
- бункеры для гранул, специальные формы для получения материала требуемых параметров;
- станок для нарезки материала;
- пневмотранспорт;
- мерная посуда, весы для определения готового объема.
Важным этапом является закупка сырья, т.е. полистирольных гранул. Сегодня сделать это не так сложно, производители предлагают мешки с гранулами по 25 кг в каждом. Важно правильно подобрать размер, качество массы, страну производителя. Лучше всего брать сырье у проверенной компании, качество продукции которой отличается необходимыми свойствами.
Выбор размеров гранул зависит от того, какой пенополистирол требуется изготовить. Чем меньше гранулы, тем более твердый материал можно получить
. Следует учесть, сколько времени гранулы уже провели на складе. Чем дольше сырье пролежало на складе, тем большее количество времени необходимо для вспенивания, обработки паром. Несоблюдение правил может привести к ухудшению качества, материал в итоге будет не совсем пригодным для использования, а это трата времени и финансовых средств. Требуется правильно закупить сырье, учесть время обработки, выполнить все условия для выпекания. Немаловажным этапом является нарезка, так как толщина плит должна быть одинаковой, расхождения не допускаются.
Вернуться к оглавлению
Как изготавливают пенопласт
Ранее мы рассказывали, что такое пенополистирол. Помним, что этот материал состоит из многочисленных ячеек, заполненных воздухом. Значит — процесс изготовления должен включать вспенивание материала.
Так и есть: процесс вспенивания — один из важных в производстве пенополистирола.
Однако это еще не всё.
Этапы технологии изготовления пенопласта
Обычно процесс включает в себя:
1. Вспенивание. В ходе выполнения этого процесса сырье помещают в специальную емкость (пенообразователь), где под действием давления (используется парогенератор) гранулы увеличиваются примерно в 20-50 раз. Операция выполняется в течение 5 минут. Когда гранулы достигают необходимого размера, оператор выключает парогенератор и выгружает вспененный материал из емкости.
2. Сушка полученных гранул. На данном этапе главная цель — удаление лишней влаги, оставшейся на гранулах. Делается это с помощью горячего воздуха — он направляется снизу вверх. При этом для лучшего просушивания гранулы встряхиваются. Этот процесс также длится недолго — около 5 минут.
3. Стабилизация (отлеживание). Гранулы помещают в бункеры, где и проходит процесс вылеживания. Продолжительность процесса — 4. 12 часов (зависит от температуры окружающего воздуха, величины гранул).
Важное примечание: технология изготовления пенополистирола может исключать 2-й этап (сушку). В таком случае стабилизация (отлеживание) будет длиться дольше — до 24 часов.
4. Выпекание. Этот этап производства пенопласта часто называют формованием. Суть заключается в том, чтобы соединить между собой полученные ранее гранулы. Для этого они помещаются в специальную форму, после чего под давлением и под действием высокой температуры водяного пара проходит процесс спекания гранул. Длится примерно 10 минут.
5. Созревание (вылеживание). Цель — избавить полученные листы пенополистирола от лишней влаги, а также от оставшихся внутренних напряжений. Для этого листы располагают в свободном месте производственного цеха на несколько суток. В ряде случаев созревание может проходить до 30 суток.
6. Резка. Изготовленные блоки пенопласта кладут на спецстанок, на котором блоки разрезаются на листы соответствующей толщины, длины, ширины. Этот производственный процесс выполняется с помощью нихромовых струн, нагретых до определенной температуры. Соответственно, проводят как горизонтальную, так и вертикальную резку блоков.
Вот так делают пенопласт.
Разумеется, после перечисленных 6-ти этапов может выполняться 7-й этап — переработка оставшихся обрезков. В результате чего они смешиваются с другими гранулами, которые потом будут подвергаться тем же процессам — спеканию, вылеживанию.
Оборудование, которое используется в ходе производства пенополистирола, показано в виде таблицы:
Безопасность для здоровья — превыше всего
Бытует распространенное мнение, будто пенополистирол — излюбленное лакомство мышей, но это далеко не так. Поскольку он не содержит питательных веществ, то совершенно не привлекает грызунов в качестве корма. Мыши способны прогрызать пенополистирол, равно как и другие материалы, стремясь к источникам воды или пищи, либо выискивая убежища для потомства. Для защиты от вредителей теплоизоляционные плиты закрываются металлической сеткой, кирпичами или штукатурятся. При изобилии грызунов на участке необходимо провести мероприятия по дератизации.
Поскольку пенополистирол относится к биологически нейтральным материалам, он не подвержен гниению. Грибок, плесень, болезнетворные бактерии не могут размножаться на его поверхности. Доказательством служит тот факт, что вспененный пенопласт используется не только для утепления зданий. Из него делают пищевые контейнеры, то есть этот материал подходит для длительного контакта даже с продуктами питания.
Что касается пожарной безопасности, то современные теплоизоляционные плиты обогащаются антипиренами — особыми веществами, препятствующими тлению и горению. Здания, утепленные пенополистиролом, способны выдержать от 15 до 60 минут горения без обрушения. Этого времени достаточно для экстренной эвакуации при пожаре. Так как пенополистирол не содержит хлора, при его горении не выделяются синильная кислота или фосген, а также выделяется меньше угарного газа, чем при горении дерева или шерсти.
Однако это не значит, что при использовании пенополистирола не нужно уделять внимание элементарным мерам противопожарной безопасности. При строительстве следует позаботиться о том, чтобы пенополистирол не контактировал с воздухом и, тем более, с открытым огнем. Этот материал не следует использовать для теплоизоляции бань или саун, поскольку верхний предел температур его эксплуатации ограничен 80°С. При покупке следует обязательно ознакомиться с санитарно-гигиеническими и пожарными сертификатами.
Технология изготовления пенопласта напрямую влияет на качество
Как мы говорили выше, сейчас рынок наполнен немалым количеством низкокачественного материала. Его могут производить в гаражах, каких-то складских помещениях.
Но основная проблема заключается не в том, где изготавливают материал (хотя окружающая среда также влияет на качество), главная проблема — не соблюдение всех правил изготовления пенопласта.
Какие могут быть отклонения от правильного производства пенополистирола?
Самые различные — начиная от некачественной грануляции и заканчивая плохой, неточной нарезкой блоков пенопласта на листы.
Некоторые умники вообще не проводят как таковую стабилизацию, вылеживание. Для них важна исключительно скорость изготовления пенополистирола.
«Чем больше — тем лучше — больше денег заработаем!»
Из-за этого характеристики пенопласта сильно ухудшаются:
- он может получиться хрупким, непрочным,
- гранулы могут быть плохо соединены между собой,
- плотность может быть неравномерной.
Это может также происходить из-за низкокачественного, неисправного оборудования, которое использовалось при производстве — вспениватели, сушильные установки, компрессоры, парогенераторы и т.д.
И еще немаловажный момент: при плохой технологии изготовления пенопласт может иметь резкий, неприятный запах. Возможна такая картина: привезли новенькие листы пенополистирола домой, уложили в гараж или другое помещение и. вскоре услышали, что помещение наполнилось каким-то едким, неприятным запахом.
Это очень плохо. Это значит, что пенопласт еще во всю «парит», выделяя вредные вещества. Особенно опасно, когда такой низкосортный материал складывается в жилых помещениях.
Где и для чего применяется пенополистирол?
Структура стеновой панели с наполнителем из пенополистирола: 1. Наполнитель — пенополистирол. 2-3. Оцинкованный окрашенный листовой металл (лист стальной профилированный, покрытие — оцинковка, порошковая окраска). 4-5. Пленка защитная.
Полистирольный пенопласт широко применяется для внешней и внутренней теплоизоляции помещений. Наружное утепление включает утепление стен, фасадов, цоколя фундамента. Для утепления данным материалом хорошо подходят стены из газобетона, пенобетона, кирпича, керамзита. Нежелательно утеплять пенополистиролом деревянные стены.
Толщина теплоизоляционных плит для внешней теплоизоляции варьируется в пределах 50-80 мм. Они крепятся на специальный клей и для прочности дополнительно фиксируются дюбелями. Перед выбором материала для теплоизоляции следует учитывать, что штукатурить плиты пенополистирола легче, чем минеральную вату. Перед оштукатуриванием обязательно делают армирование.
Использование пенополистирола для внутреннего утепления помещений заодно гарантирует и хорошую звукоизоляцию. Для защиты утеплителя от огня нужно сделать обшивку стен гипсокартоном. Толщина плит для внутренней теплоизоляции составляет 20-30 мм.
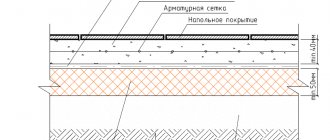
Утепление пенополистиролом — неотъемлемая часть обустройства «теплых полов». Полы нагреваются гораздо быстрее, а тепло равномерно распределяется по всей их поверхности. Применение для системы «теплого пола» подложки из теплоизоляционного материала едва ли вдвое сокращает расход электроэнергии, которая тратится на поддержание нужной температуры. На балконах и лоджиях тоже предпочтительней утеплять полы именно пенополистиролом, поскольку работать с ним в условиях ограниченного пространства куда удобнее, чем с минеральной ватой или рулонными утеплителями. Если на утепленные полы собираются класть ламинат или паркет, предварительно обязательно делается обрешетка.
Пенополистирол также широко применяется для теплоизоляции трубопроводов, защиты телефонных и электрических кабелей.
Выводы по изготовлению пенопласта
- Технология довольно проста, но требует обязательного соблюдения всех предписанных норм и правил.
- Материал (который внешне будет похож на качественный) можно получить даже при значительных отклонениях от правил производства. И этим пользуются «кустарные» фирмы (нехорошие люди).
Поэтому: покупайте только продукцию надежных, проверенных производителей (которые следят за качеством). Проверяйте наличие у продавцов соответствующих сертификатов качества.
Теперь вы знаете, как делают пенопласт, знаете основные особенности технологии изготовления и какому материалу нужно отдавать предпочтение. Успехов!