In modern construction, reinforced concrete pipes are widely used when laying drainage and sewer lines. They are installed on domestic and industrial sewer networks for transporting precipitation and aggressive liquids. The production of reinforced concrete pipes is considered a profitable business. The products are in constant strong demand and have a huge market throughout the country. A separate niche is occupied by companies that produce various equipment responsible for the production of pipes, well rings, bottoms and covers. It allows you to equip a plant of any level, from a mini-workshop to large-scale production.
Application of reinforced concrete pipes
Large cities have a developed infrastructure of underground sewer and drainage networks. For their construction, various pipe materials are used:
- made of metal (steel or cast iron);
- made of ceramics;
- from asbestos cement;
- made of plastic.
The laying of small-diameter house pipelines (up to 250 mm) can be made of plastic, but for main networks with a pipe cross-sectional size of 300 mm or more, the choice is made of reinforced concrete, ceramics or concrete.
The larger the diameter of the pipeline, the more preferable it is to use reinforced concrete pipes, the rigidity of which allows them not to sag under the weight of the soil even at great depths or to bend when it swells.
Reinforced concrete pipes are not afraid of pumping under high pressure, which is used to get rid of deposits and sediments. Under such influences, plastic is deformed and loses its tightness, but reinforced concrete products do not change either shape or size.
In Russian conditions, pipes made of reinforced concrete are used in the following main areas:
- for pressure water pipelines;
- for non-pressure networks of industrial, rainwater or domestic sewerage;
- for engineering communications systems.
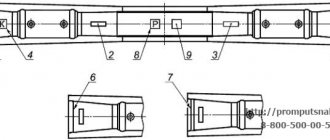
Portal walls
Dimensional reinforced concrete slab with a round hole. Thanks to the portal walls with characteristic curved edges, the slab is properly fixed in the soil of the embankment. Also, the edges of these walls make it possible to strengthen the edges of the embankment, since they prevent the collapse of the soil. The basis of the pipe is round-shaped links with water-carrying capacity, and the portal wall acts as a reinforcement for the head.
This design is recognized as universal, so they are used everywhere, even in the Far North. The main purpose of these pipes is the trouble-free passage of melt and storm water flows containing various particles. Under embankments of highways and railways and under small bridges in areas where plains predominate, pipes of exclusively round shape are also used. Often, the embankment has a height of 20 m or more, for this reason the portal walls must withstand strong pressure from the soil, coupled with various vibrations and vibrations from the constant movement of traffic.
Application:
Comparing the characteristics of prefabricated reinforced concrete with a monolith, it immediately becomes clear how much more expedient it is to use reinforced concrete. In addition to the fact that it is more profitable from an economic point of view, the reliability of reinforced concrete walls, coupled with speed and ease of installation, allows this structure to remain a leader on the market for more than 30 years. It is also worth noting that in the process of obtaining a quality certificate, reinforced concrete portal walls are necessarily tested for indicators such as strength and rigidity. It should be noted that the technological process for the production of reinforced concrete structures and materials is actively developing, and today reinforced concrete structures are engaged in the production of ST 8 portal walls, which are distinguished by improved parameters.
The significant weight of the portal wall, which is 1600 kg, does not allow it to move to the sides, and also provides shock resistance and protection from other vibrations and vibrations.
In order for the outlets of the culverts to be maximally protected, it is necessary to install sloped walls on the sides of the portal, which should be carefully secured after installation.
Manufacturing process
As for the production of these walls, they are standardly produced by vibration casting. This production method is typical for many reinforced concrete products today. Reinforcement of the walls is carried out using steel frames and meshes AI, Ac-II, A-II, A-III. Each reinforcement inclusion must be covered with a protective layer to help fight corrosion.
If this technology is followed, the wall will become much stronger, which will ultimately affect its service life. Portal walls allow the pipe to align with the terrain. In addition, the wall takes on significant pressure from the ground and other loads. In order for the walls of ST 8 to last as long as possible, the main material for their manufacture is high-strength concrete.
Most often, hydraulic concrete is used as such concrete, since it perfectly withstands all weather difficulties that arise in Russia. Thus, the initial frost resistance of concrete portal walls is considered to be F200-F300, which gives them the opportunity to be maximally resistant to prolonged frosts and a long period of thawing, which is typical for the climatic zones of central Russia.
When producing concrete products, the material is necessarily hydrophobized. During operation, an uninterrupted flow of water will be directed onto the walls, which will contain particles such as sand, so it is extremely important that the walls have the smoothest possible surface. The lowest acceptable indicator for water resistance is W6.
Such concrete must be extremely resistant to natural processes such as decay. To make the wall easy to lift and mount, it is equipped with special mounting loops.
To guarantee the real ability of the walls to absorb the promised loads, individually designed tests are periodically organized to evaluate the product primarily for strength. Only after they have been passed will developers be able to receive quality certificates and other documents confirming the reliability of the design.
Product marking
The designation of the portal wall is extremely simple to decipher - it includes the name of the product and its standard size. To decipher the standard size, you will need the product series. Also on the portal wall you can find data on the weight of the structure and other characteristics.
Design quality assessment
In order for road construction to take place at a high level, before starting work, it is imperative to conduct a thorough inspection of all products that will be involved in the construction process. During the inspection, defects such as:
- The presence of cracks on the surface of the product;
- The presence of a large number of sagging and chips on concrete;
We also note that during the final acceptance of the walls into work, factors such as:
- concrete strength;
- thickness of the concrete protective layer;
As for the round drainage elements used in construction, they must also have a passport containing basic information, such as:
- date of manufacture of reinforced concrete blocks;
- name and brand of cement;
- the name of those additives that were used in the concrete manufacturing process;
Size table:
| Name | Dimensions, mm. | Quantity in the car (20t), pcs. | ||
| L | B | H | ||
| ST-8 | 1500 | 350 | 1850 | 13 |
| ST-10 | 2720 | 350 | 1220 | 8 |
| ST-11 | 2930 | 350 | 1420 | 7 |
| ST-12 | 3250 | 350 | 1760 | 5 |
Portal wall for socket pipes TPR 503-7-015.90
| Marking | Length, mm | Diameter, mm | Width, mm | Height, mm | Weight, t | Price from, rub. |
| ODN-5 | 2000 | 500 | 1500 | 200 | 1.33 | Check by phone |
| OD-5 | 2000 | 500 | 1500 | 200 | 1.2 | — |
| ODN-6 | 2000 | 600 | 1500 | 200 | 1.25 | — |
| OD-6 | 2000 | 600 | 1500 | 200 | 1.2 | — |
| P 8.14 | 2720 | 800 | 1450 | 350 | 3.38 | — |
| P 10.14 | 2720 | 1000 | 1450 | 350 | 3.13 | — |
| P 10.15 | 2720 | 1000 | 1500 | 350 | 3.16 | — |
| P 12.17 | 2930 | 1200 | 1700 | 350 | 3.78 | — |
| P 12.18 | 2930 | 1200 | 1750 | 350 | 3.9 | — |
| P 14.16 | 3150 | 1400 | 1620 | 350 | 3.6 | — |
| P 14.19 | 3150 | 1400 | 1900 | 350 | 4.33 | — |
| P 14.20 | 3150 | 1400 | 1950 | 350 | 4.58 | — |
| P 16.18 | 3350 | 1600 | 1840 | 350 | 4.2 | — |
| P 16.21 | 3350 | 1600 | 2140 | 350 | 5.05 | — |
| P 16.22 | 3350 | 1600 | 2200 | 350 | 5.15 | — |
Portal wall for links of round pipes ser.3.501.1-144, CODE 1484.1
| Marking | Length, mm | Diameter, mm | Width, mm | Height, mm | Weight, t | Price from, rub. |
| ST-8 (STK-1) | 1850 | 500 | 1500 | 350 | 1.51 | Check by phone |
| STK-9 | 4200 | 2000 | 2740 | 730 | 6.8 | — |
| ST-9 (STK-2) | 2350 | 800 | 2260 | 350 | 2.88 | — |
| ST-10 (STK-5) | 2720 | 1000 | 1220 | 730 | 2.5 | — |
| ST-11 (STK-6) | 2930 | 1200 | 1420 | 730 | 3 | — |
| ST-12 (STK-7) | 3250 | 1500 | 1750 | 730 | 4 | — |
| ST-13 (STK-8) | 3570 | 1800 | 2100 | 730 | 4.9 | — |
Portal wall for links of round pipes on a flat support ser.3.501.1-144, CODE 1484.1
| Marking | Length, mm | Diameter, mm | Width, mm | Height, mm | Weight, t | Price from, rub. |
| ST-10 (STK-5) | 2720 | 1000 | 1220 | 730 | 2.5 | Check by phone |
| ST-11 (STK-6) | 2930 | 1200 | 1420 | 730 | 3 | — |
| ST-12 (STK-7) | 3250 | 1500 | 1750 | 730 | 4 | — |
| ST-13 (STK-8) | 3570 | 1800 | 2100 | 730 | 4.9 | — |
Type of reinforced concrete pipes
One of the main differences between reinforced concrete pipes is their:
- appearance – bell-shaped and bell-free;
- purpose - pressure or non-pressure;
- cross-section – round, oval, ovoid, with a cushion;
- preparation method.
Pressure pipes are installed on pipelines where liquids are transported under pressure. Basically, these are large-diameter mains, but within the city limits they also use medium-diameter pipes. Vibrohydropressed pressure pipes are manufactured in accordance with GOST 12586.0-83, with steel cores - in accordance with GOST 26819-86.
Gravity pipes are produced in 2 modifications according to GOST 6482-88:
- bell-shaped;
- rebated.
They are mounted on gravity networks, and strong reinforced reinforced concrete pipes are used to lay drainage systems under roads and railway embankments. The relatively short length of the products simplifies the installation of pipelines and the accuracy of joining the ends during installation.
The parameters and main types of reinforced concrete pipes are determined by GOST 22000-86 standards.
Non-pressure pipes include:
- T (TP) – with a round hole and a bell (with a sole);
- TS (TSP) – with a round hole, a socket and a stepped joint (with a sole);
- TB (TBP) – with a round hole, a socket and a stop collar that prevents the rubber ring from being squeezed out of the socket part (with a sole);
- TFP – with a round hole, sole, without bell;
- TE (TO) – folded with a sole and an elliptical hole (with an ovoid, or ovoid, hole).
Pressure pipes include:
- TN – with a round hole and rubber rings at the joints;
- TNP (TNS) – with a polymer (steel) core.
GOST determines the nominal diameter of reinforced concrete pipes depending on their type. The size ranges from 400 to 2400mm. The length of the product is from 2500 to 5000mm, and with a steel core – up to 10000mm.
Tables of characteristics, sizes, brands, volumes, weights and prices:
Reinforced Concrete Pipes | |||||||
| Name | Dimensions, mm. | Concrete grade | Volume of concrete, m3 | Weight, tons | Quantity in the car (20t), pcs. | ||
| D | L | t | |||||
| Non-pressure reinforced concrete pipes | |||||||
| TS 40.25-2 | 400 | 2500 | 60 | 300 | 0,24 | 0,541 | 32 |
| TS 40.25-3 | 400 | 2500 | 60 | 300 | 0,24 | 0,541 | 32 |
| TS 40.50-2 | 400 | 5000 | 60 | 300 | 0,38 | 0,95 | 12 |
| TB 50.50 | 500 | 5000 | 60 | 300 | 0,56 | 1,40 | 10 |
| TS 60.25-2 | 600 | 2500 | 65 | 300 | 0,40 | 0,97 | 16 |
| TS 60.25-3 | 600 | 2500 | 65 | 300 | 0,40 | 0,97 | 16 |
| T 60.50-2 | 600 | 5000 | 65 | 300 | 0,66 | 1,65 | 8 |
| TS 80.25-2 | 800 | 2500 | 65 | 300 | 0,76 | 1,767 | 11 |
| TS 80.25-3 | 800 | 2500 | 65 | 300 | 0,76 | 1,767 | 11 |
| TB 80.50 | 800 | 5000 | 65 | 300 | 1,26 | 3,15 | 6 |
| TB 100.50 | 1000 | 5000 | 75 | 300 | 1,95 | 4,88 | 4 |
| TB 120.50 | 1200 | 5000 | 85 | 300 | 2,27 | 5,68 | 4 |
| TS 120.30-2 | 1200 | 3000 | 85 | 300 | 1,70 | 4,158 | 4 |
| TS 120.30-3 | 1200 | 3000 | 85 | 300 | 1,70 | 4,158 | 4 |
| Tfi 140.50-2 | 1400 | 5000 | 90 | 400 | 2,61 | 6,53 | 2 |
| Ts 240.20-4 | 2400 | 2000 | 100 | 400 | 4,82 | 12,05 | 2 |
Vibrohydropressed reinforced concrete pressure pipes | |||||||
| TN-60-II | 600 | 5000 | 65 | 500 | 0,66 | 1,65 | 8 |
| TN-60-III | 600 | 5000 | 65 | 500 | 0,66 | 1,65 | 8 |
| TN-80-II | 800 | 5000 | 65 | 500 | 1,26 | 3,15 | 6 |
| TN-80-III | 800 | 5000 | 65 | 500 | 1,26 | 3,15 | 6 |
| TN-100-II | 1000 | 5000 | 75 | 500 | 1,95 | 4,88 | 4 |
| TN-100-III | 1000 | 5000 | 75 | 500 | 1,95 | 4,88 | 4 |
| TN-120-II | 1200 | 5000 | 85 | 500 | 2,27 | 5,68 | 4 |
| TN-120-III | 1200 | 5000 | 85 | 500 | 2,27 | 5,68 | 4 |
Technologies for manufacturing reinforced concrete pipes
Today, the production of reinforced concrete pipes occurs using advanced technologies using several methods:
- centrifugation;
- radial pressing;
- vibrohydropressing;
- flow-aggregate method;
- vibration molding with pre-pressing, etc.
It is important to know that vibration compaction is considered more effective compared to the static pressing process, which involves compacting the concrete mass without a vibration component. In the first case, powerful and fairly heavy presses will not be required.
It is worth noting that the leaders in the production of reinforced concrete pipes and equipment intended for their production are Western and American manufacturing companies.
Schematically, the manufacturing process of reinforced concrete pipes is as follows.
- The prepared pipe mold is placed on a working platform that can be rotated.
- From the hopper, the concrete mixture is fed into the mold via a conveyor.
- The press head drops inward. In this case, the platform with the mold gradually rotates.
- The “body” of the bell is compacted with a vibrator.
- After filling the volume with concrete to the required length, the form is removed from the working platform, and in its place for filling, a shell is placed under another product.
In different countries there are priority methods for the production of reinforced concrete pipes. For example, in Germany, the high-frequency vibration molding method has become widespread. It is also used in Denmark and Austria. In Italy and the USA, pipes are made using radial pressing technology.
Most Russian enterprises have old equipment operating using the centrifugation method, but in recent years there has been a tendency to re-equip plants with lines from foreign companies.
High-frequency vibration forming and pre-pressing
The positive components of this production method are:
- high strength of products;
- short technological cycle;
- homogeneous compaction;
- speed of the process;
- instant formwork;
- full automation.
To compact the concrete mass, a rotating press mechanism moving in the radial direction is used here. He simultaneously:
- distributes and presses concrete;
- performs in-pipe grouting of the surface.
The production of pipes using the frequency vibration forming method is a high-performance equipment and allows the production of thin-walled pipes due to the radial press compaction method.
For example, in conventional units the roller heads move in one, priority direction, and in reversible units the head and the trowel move in different directions, relieving stress in the concrete at the stage of raw products.
Centrifugation
A traditional method for the production of pipes from concrete and reinforced concrete, which involves the distribution and compaction of the mixture due to the action of centrifugal forces that appear during the rotation of the centrifuge. To improve the quality of compaction, vibration or vibration compaction is additionally used.
Centrifuged pipes have a lower cost than their metal counterparts and have a long service life. They are reinforced in two directions. The longitudinal rods are pre-stressed (for pressure pipes) and wrapped around them with spiral reinforcement made of high-strength wire. Gravity pipes are reinforced with welded frames.
To accelerate the hardening of the concrete layer, the pipes are placed on heated racks or in special chambers.
Flow-aggregate method
This method of producing reinforced concrete pipes makes it possible to produce products of higher quality than with centrifugation. The flow-aggregate method has a distinctive side compared to other similar processes. The method of organizing work provides for the possibility of functioning only the sections of the production line that are currently necessary and stopping unnecessary posts.
Behind a certain line there is a possibility of securing pipes of different sizes and types, due to the versatility of the equipment.
Products are transferred from site to site by lifting and transport vehicles. To accelerate the hardening of the concrete mass, special chambers are used, operating continuously or periodically. They are relatively small in size, which allows for faster loading and unloading of molded semi-finished products and finished pipes.
The flow-aggregate method is flexible and maneuverable; it allows the production of large batches of reinforced concrete products. The lines operate efficiently, which is important when producing a large range of products.
Vibration pressing
This process involves compacting a semi-dry concrete mixture in a mold. Vibration is produced from below or from the side with simultaneous upper pressure. After filling, the mold is moved to the heat treatment area and kept under a cover for eight hours to maximize heat retention. Next, the cover is removed, the excess reinforcement is cut off, and the bell is ground.
The vibrocompression technology has high productivity, and the equipment is automated. The use of a rigid concrete mixture allows you to obtain durable and frost-resistant products.
TV type
TV type pipes are supplied together with sealing rings made of rubber. The use of these rings helps to significantly reduce the time period required for installation of the structure, and also completely eliminates additional financial costs that could arise if it is necessary to use additional materials.
It should also be noted that o-rings significantly increase the tightness of the pipeline. The installation of the rings is carried out as follows: the rings are mounted on the sleeve end of the reinforced concrete pipe, as a result of which, when the pipe section is subsequently joined, the ring is pinched, which in turn guarantees maximum tightness of the pipeline.
As for the load-bearing capacity of pipes, based on this factor, TV-type pipes are divided into 4 main strength groups:
- 1 - structures that can be used if the soil is filled up to 5 m to its top point;
- 2 - structures that can be used if the soil is filled up to 10 m from its top point;
- 3 - structures that can be used if the soil is filled up to 15 m from its top point;
- 4 - structures that can be used if the soil is filled up to 20 m from its top point.
To achieve an increase in the load-bearing capacity of pipes, it is necessary to change their reinforcement, while leaving the dimensions unchanged.
According to established standards, the marking of reinforced concrete pipes must include both letters and numbers that determine the type of structure, for example, TV 100.50-3.
How to decipher the type of pipe, example: TV 100.50-3:
- TV - type of bell
- 100 - passage diameter, measured in cm
- 50 - useful pipe length, measured in dm
- 3 - the number of its strength group
Pipe production equipment
Modern enterprises are equipped with production lines from well-known foreign companies in Germany, Denmark, and France. They include:
- vibropressing machines;
- steaming chambers;
- Press forms;
- areas for forming frames, etc.
Production lines are purchased and configured in such a way that they can ensure the uninterrupted production of high-quality reinforced concrete products at an affordable price. But not every manufacturer is ready to switch to modern pipe manufacturing technologies, so in some regions of the country construction companies have to cooperate with neighboring regions, purchasing much-needed products there.
Re-equipped production facilities are valued and there is no shortage of buyers for them. Reinforced concrete pipes easily withstand transportation inconveniences and can be sent over long distances.