Prefabricated concrete and reinforced concrete structures
Mass production of products in factory conditions is effective only when there are a large number of identical products. Therefore, all prefabricated products are unified in design, standard sizes, load-bearing capacity and some other characteristics. The size of standardized parts is determined in such a way that they can be used in buildings and structures for various purposes. To do this, the standard parameters of buildings are mapped: the distance between the axes of the columns, the height of the floors, etc.
Prefabricated concrete and reinforced concrete products are classified according to the type of reinforcement, type of concrete, design solution, standard sizes, brands and purpose.
Based on the type of reinforcement, products with prestressed and non-prestressed reinforcement are distinguished.
Prestressed reinforcement is used to manufacture roof trusses, beams and crossbars with a span of more than 6 m, pressure pipes, supports for overhead contact networks and power lines, as well as products that experience dynamic loads—crane beams, railroad sleepers.
External and internal wall panels, columns, foundation blocks, and beams with a span of less than 6 m are made with non-stressed reinforcement.
Based on the type of concrete, products are divided in accordance with the accepted classification of concrete. The load-bearing elements of the building frame—foundation blocks and slabs, columns, floor slabs, landings and flights—are made of heavy concrete. In enclosing structures - external walls, covering slabs - products made from lightweight, cellular or porous concrete are preferred. In necessary cases, special concretes are used for the manufacture of reinforced concrete structures, for example, heat-resistant and chemically resistant.
According to the design solution, products can be single-layer or multi-layer.
Single-layer products are made from one type of concrete. An example of such a product is an expanded clay concrete external wall panel. Thanks to the use of expanded clay concrete with a density of 800... ...1000 kg/m3, the panel combines the functions of load-bearing and enclosing structures.
Multilayer products combine different types of concrete or use other materials. Thus, a complex building slab consists of a reinforced concrete load-bearing shell, on top of which a layer of gas or foam concrete is applied, which performs heat-protective functions. The outer surface of such a slab is covered with a waterproofing material that prevents the ingress of precipitation. In residential construction, three-layer wall panels are widely used, made in the form of two thin reinforced concrete shells, between which effective insulation is placed (foam plastic, mineral wool slabs).
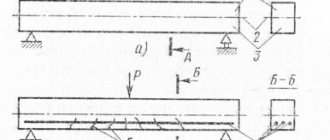
Rice. 36. Reinforced concrete and concrete products for residential buildings: a - flight of stairs, b - concrete block of the basement wall, c - concrete block of the strip foundation, d - flooring slab, b - purlin, f - external wall panel
By standard sizes, products of the same design shapes, but of different sizes are distinguished. Thus, wall blocks of the same shape can be of different thicknesses depending on the design load and climatic operating conditions of the building.
Brands of reinforced concrete products are assigned depending on the nature of the reinforcement, diameter and
class of reinforcing steel, class of concrete. Products of the same standard size, but of different brands, are characterized by different load-bearing capacities.
According to their intended purpose, concrete and reinforced concrete products for buildings and structures are distinguished.
Products for buildings are used in the construction of residential, public and industrial buildings.
Rice. 37. Fragment of a one-story industrial building: 1 - foundations, 2 - outer row column, 3 - foundation beam, 4 wall element, 5 - crane beam, 6 - covering panel, 7 - beam, 8 - end column, 9 - inner row column
For the construction of residential and public buildings, concrete and reinforced concrete products of several hundred standard sizes are used. Most often they use foundation blocks, columns, crossbars and beams, interfloor flooring, flights of stairs and landings, internal load-bearing partitions, panels and large blocks of external walls, and covering slabs.
The flooring of the interfloor floors is made of concrete of classes B15...B25; beams and crossbars - B25;
in terms of strength and uniformity. If necessary, evaluate frost resistance, density and other properties.
Rules for monitoring the strength of structural concrete (heavy, light, cellular, dense silicate) in prefabricated and monolithic products and structures are established by GOST 18105-86 (ST SEV 2046-79). The controlled indicator is compressive strength; in some cases, axial tensile strength and bending tensile strength are determined.
It is planned to control and accept concrete for strength, taking into account homogeneity. They control the standardized strength, i.e., the value of the strength of concrete in products and structures specified in the normative-technical or design documentation. The following types of standardized strength are distinguished: tempering strength of concrete in prefabricated prestressed and conventional structures, if it is higher than the transfer strength; transfer strength of concrete in prestressed structures; the strength of concrete at an intermediate age, for example, when removing formwork, established by design documentation for monolithic structures; design strength of concrete in prefabricated and monolithic structures, which must be ensured at the design age.
The tempering strength of concrete in prefabricated products is the strength after which the product can be delivered to the consumer. It is prescribed depending on the manufacturing technology of structures, the possibility of further increasing the strength of concrete in the structure, and the timing of its loading with the full design load. As a rule, in products made of heavy and lightweight concrete, the tempering strength should be 70...80% of the class or grade of concrete in terms of compressive strength. When delivering products during the cold season, the tempering strength values are increased to 80...90%.
The frost resistance of concrete is controlled only in those structures that, during operation, are subject to alternating freezing and thawing in a water-saturated state: external wall panels, city road surface slabs, paving slabs, curb stones, irrigation system trays. Frost resistance must be no lower than that established in the project.
Average density, humidity and thermal conductivity are the most important indicators of the quality of lightweight and cellular concrete used in enclosing structures. The density values must correspond to the average density concrete grades established in the design documentation. The moisture content of concrete is also limited because it increases thermal conductivity. In rooms with damp walls, large heat losses are observed and, as a result, sanitary and hygienic conditions are disrupted. Therefore, upper limits for the moisture content of lightweight concrete have been established when distributing products to consumers: 13% - for residential, public and auxiliary buildings; 15% - for industrial buildings. The moisture content of cellular concrete should not exceed 25% by weight.
The abrasion of concrete is standardized for paving slabs, flights of stairs and landings, and floor slabs. Depending on the intensity of traffic, it should not exceed 0.7...0.9 g/cm2.
The quality of the reinforcement must comply with the requirements established in the standards for types, classes and grades of steel, as well as for the shape and size of reinforcement and embedded products.
The ends of prestressing reinforcement should not protrude beyond the end surfaces of structures by more than 10 mm. In structures made of cellular concrete and lightweight concrete with a large-porous structure, reinforcement products must be protected with anti-corrosion coatings.
The appearance of structures is controlled by the quality of finishing, cracks, and degree of surface contamination.
The quality of surface finishing depends on the size of the shells, local sagging and depressions, and chips of the ribs of the structures. Based on these parameters, the surface category is determined - from AO to A7. The best surface of the AO category is considered to be obtained in fully factory-ready products. It is allowed to have cavities with a diameter of up to 0.2 mm, local sagging and depressions of up to 0.2 mm, concrete chips with a depth of up to 2 mm and a length of up to 10 mm per 1 m of the length of the rib of the structure. The surface of category A7 is non-facial, invisible during operation of the structure. On such a surface, sinks with a diameter of up to 15 mm, nodules and depressions of up to 5 mm, and large concrete chips are acceptable.
The number of shells is limited on the front surfaces of structures intended for finishing with paints. Such designs are used in the interiors of buildings. Only surfaces of the highest categories are controlled, counting the number of shells in an arbitrary area measuring 200×200 mm. On the surface of category AO no more than one sink is allowed, category A1 - no more than two, category A2 - no more than five.
Cracks in concrete structures are generally not allowed. The exception is surface shrinkage cracks, the maximum opening width of which is set to 0.1...0.2 mm, depending on the type and operating conditions of the structures. In addition, transverse cracks formed during compression of concrete in prestressed structures are resolved.
The degree of contamination of the surface of structures is monitored visually. Grease and rust stains on the front surfaces are unacceptable. Sludges of concrete or mortar formed as a result of concreting on the surfaces of embedded parts, reinforcement outlets or in sling holes must be removed.
Manufacturing accuracy is assessed by deviations from the specified geometric parameters of structures and deviations in the thickness of the protective layer of concrete.
The geometric parameters of products and structures include linear dimensions, straightness of the actual surface profile, flatness and perpendicularity of surfaces, equality of diagonals. Permissible deviations from the specified geometric parameters depend on the accuracy class of the structures. There are nine such classes. The smallest tolerances are established for class 1. In prefabricated products, permissible deviations from linear dimensions are usually assigned to classes 5...9. Tolerance values depend on the size of the structure. For example, in a reinforced concrete panel with a length of 6, a width of 2.8 and a thickness of 0.3 m, manufactured according to accuracy class 5, deviations in length should be no more than 12 mm, in width - no more than 10 mm, in thickness - no more 4 mm. For accuracy class 9, the same tolerances will be 80, respectively; 60 and 24 mm.
The protective layer of concrete is created primarily by installing reinforcement in the design position. Permissible deviations depend on the thickness of the protective layer, as well as on the cross-sectional dimensions of the structure and, as a rule, should not exceed ± (3...5) mm. It is better to make the protective layer of concrete thicker, since a layer of concrete that is too thin does not protect steel reinforcement from corrosion.
The strength of reinforced concrete products is assessed in accordance with the requirements of GOST 8829-85 based on the results of control tests, which are carried out on stands specially equipped for this purpose. Products are loaded with calculated forces in the position in which they will work in the structure. Product compliance with technical requirements is checked in terms of strength, rigidity and crack resistance.
Finished products accepted by the quality control department are marked. To do this, brand designations, trademarks, a technical control stamp and other information data are applied to them with indelible paint. Products are stored in prepared areas, sorted by type and brand. Products can only be slinged in places marked with appropriate inscriptions. Do not allow strong impacts or falls of products during loading and unloading operations - this may cause them to break.
Read more: Thermal insulation materials Basic properties of building materials Reinforcement clamps Materials for lubricating molds Reinforcement products and embedded parts Wire reinforcement Rod reinforcement Classification of reinforcement and technical requirements for steels Pressure treatment Thermal and chemical-thermal treatment of steel
General provisions
Installation is a complex process of assembling buildings and structures from enlarged structures, factory-made parts and assemblies.
Installation is the leading technological process of construction production. This is facilitated by the presence of a developed industry for the production of prefabricated structures, various and effective means of mechanization, modern achievements in the field of technology and organization of construction production, and the ability to carry out installation using in-line methods. The manufacture and installation of structures are interconnected by the operations of transporting prefabricated elements from the place of manufacture to the place of their installation. Transferring a significant part of construction processes to factory conditions makes it possible to facilitate and improve working conditions, reduce costs, reduce the cost of products, and mechanize installation processes at the construction site.
Installation of building structures is carried out not only during the construction of fully prefabricated buildings, but also in other types of buildings. When constructing a building with brick walls, for example, prefabricated foundation blocks, frame elements (columns and crossbars), floor slabs and coverings, flights of stairs and landings, etc. are installed.
The share of installation work in construction is constantly increasing. On the one hand, there is a reduction in the mass of individual elements due to the use of higher grades of cement for their production and the use of high-quality large and small concrete fillers, on the other hand, there is an enlargement of prefabricated structures, bringing them to maximum factory and technological readiness. Methods of lifting floors and ceilings, conveyor assembly and block installation of coatings of industrial buildings, complete block installation of enlarged structures, including technological equipment already installed in them, installation of fully assembled masts and towers, sliding of individual structures, entire buildings and structures are becoming widespread.
The first tower cranes had a lifting capacity of up to 3 tons, now mobile cranes for housing construction are produced with a lifting capacity of 8-10 tons, the height of the buildings being erected is not limited, but in general it usually does not exceed 40 floors. For industrial construction, cranes with a lifting capacity of up to 800-1000 tons are produced. At the same time, craneless installation methods are used, based on the use of jacks and electromechanical lifts. The means of remote control of the installation process based on television and radio communications are increasingly being used, and the robotization of installation operations is entering into industrial development.
In the early 90s in Russia, large-panel and large-block houses accounted for about 45% of the housing stock being built; in some cities, such buildings accounted for up to 90% of the total residential area. In the future, as progressive technological and organizational factors of industrialization are improved and introduced into construction production, the volume and role of installation of building structures will increase, ensuring a reduction in the cost and time of construction of buildings and structures.
In the overall structure of concrete use in Russia, prefabricated reinforced concrete dominates and this situation will continue in the near future. The use of precast reinforced concrete is becoming increasingly widespread in European countries. There are many objective reasons for increasing the adoption of precast concrete. An important factor is climatic conditions and the desire to transfer the process of manufacturing structures indoors.
In stationary production conditions, it is much easier to ensure stable product quality through the organization of operational control. Modern polymer materials used in the manufacture of formwork forms make it possible to significantly diversify the types of products and options for their architectural finishing. The use of chemical additives in the production of prefabricated reinforced concrete makes it possible to reduce the duration or completely eliminate such techniques as vibrating the concrete mixture in order to compact it. The selection of concrete compositions and mold designs now make it possible to obtain high-precision products with tolerances in mm.
An important factor is the current introduction of energy-saving technologies for the production of precast reinforced concrete, which is based on the use of a new generation of cements and chemicalization of concrete - expanding the use of multifunctional additives.
One of the motivating factors may be the high seismic resistance of reinforced concrete panel buildings. Now that the seismic intensity of a number of Russian regions has increased, the focus on the construction of panel buildings may become decisive.
Technological structure of installation processes
An important factor for builders is the manufacturability of the building being constructed as a whole, including the manufacturability of the mounting elements used, which imply:
— the minimum number of standard sizes of mounted elements, i.e. the degree of typification of structures;
— maximum construction readiness of the supplied structures — degree of accuracy of geometric dimensions and position of embedded parts;
— ease of slinging, lifting, installation and alignment of all elements;
— simplicity and convenience of sealing all joints and filling seams;
- an indicator of installation mass close to 1, expressing the ratio of the average weight of structures to the maximum, i.e. their enlargement and balance.
A complex technological process for the installation of prefabricated building structures is a set of processes and operations that result in a frame, part of a building or structure, or a fully erected structure. The entire set of processes that makes it possible to obtain finished assembled products consists of transport, preparatory, main and auxiliary processes.
Transport processes consist of transporting structures to central and on-site warehouses, loading and unloading structures, sorting and stacking them in warehouses, supplying structures from major assembly or warehouses for installation, transporting materials, semi-finished products, parts and accessories to the installation area. When storing structures, their quality, dimensions, markings and completeness are especially monitored. When installing buildings from vehicles, the processes of unloading and sorting are eliminated, since the structures are immediately delivered for installation.
Preparatory processes include: checking the condition of structures, enlarged assembly, temporary (assembly) strengthening of structures, preparation for installation and arrangement, supply of structures in the form of an assembly unit directly to the installation site. Additionally, there are processes for equipping structures with devices for their temporary fastening and safe performance of work, applying installation marks to mounted elements, hanging scaffolding and ladders, if this is required before lifting the structures.
Auxiliary processes include preparation of the supporting surfaces of foundations, alignment of structures, if this is performed after their installation, installation of scaffolding, transition platforms, stairs and fences performed during the installation of structures.
Basic or installation processes - installation of structures in the design position, i.e. the actual installation.
The installation processes include:
— preparation of installation sites for prefabricated structures;
— slinging and lifting with the necessary movement in space, orientation and installation with temporary fastening;
— bridle;
— final reconciliation and consolidation;
— removal of temporary fastenings;
- sealing joints and seams.
Depending on the type of structures, mounting equipment, joints and stability conditions, alignment can be carried out during installation, when the structure is held by an assembly crane, or after installation, when it is temporarily secured.
Rice. 14.1. Schematic diagrams of installation from the warehouse and from vehicles: a - installation from the warehouse; b - the same, from vehicles; 1 - building under construction; 2 - tap; 3 – storage of structures; 4 - road; 5 - tractor with semi-trailer under unloading; 6 — semi-trailer after installation of structures from it; 7- placing a semi-trailer with structures under a crane | The given structure of the process of installation of building structures is general and in each specific case can be refined in the direction of increasing or decreasing the individual operations and processes to be performed. Installation of building structures (from the point of view of its organization) can be carried out according to two schemes: installation from a warehouse and installation of vehicles (Fig. 14.1). |
When installing from a warehouse, all technological operations discussed earlier are performed directly at the construction site.
Installation “from wheels” involves performing mainly only the actual installation processes on the construction site. Completely manufactured and prepared for installation structures are delivered to the construction site from manufacturing plants at exactly the appointed time, and these structures of vehicles are delivered directly to the site of their installation in the design position.
Such an organization of the construction process should ensure complete and rhythmic delivery of only those structures that must be installed at a given specific moment. This method is progressive, it practically eliminates the need for an on-site warehouse, eliminates intermediate overloading of prefabricated elements, creates favorable conditions for work on cramped construction sites, the organization of work on a construction site begins to resemble the factory technology of the assembly process, and ensures the rhythm and continuity of the construction process.
Methods and means of transporting structures
Delivery of structures to the construction site can be carried out by all types of transport, namely by land - road, rail, tractor; water and air.
The main factors influencing the choice of construction transport:
— location of construction;
— transport communications existing nearby;
— location of factories that complete the construction site with prefabricated structures;
— time and weather conditions;
— weight, dimensions of structures, distance of their transportation.
The main type of transport for transporting prefabricated reinforced concrete is automobile with a transportation range of up to 200 km.
Prefabricated structures are released when the concrete reaches 100% strength in winter and 70% strength in summer, provided that the manufacturer guarantees that the concrete will gain grade strength by 28 days of age.
Elements up to 6 m long are transported on on-board vehicles. Longer elements - on road trains with trailers and on flatbed semi-trailers with an element weight of more than 14 tons; on trailers - up to 40 tons; on panel-, truss-, block carriers - up to 35 tons.
When transporting long structures on farm trucks and similar vehicles, lateral forces from passing curved sections of the road are absorbed by the frame of the vehicle. The speed of transport is determined based on the safety of the delivered structures.
Laying of prefabricated elements on vehicles is carried out taking into account the following requirements:
— elements must be in a position close to the design, with the exception of columns that are transported in a horizontal position;
- it is necessary that the elements rest on wooden stock spacers and linings located in the places indicated in the working drawings for the manufacture of these elements. The thickness of the gaskets and linings must be at least 25 mm and not less than the height of the hinges and other protruding parts of the elements. The use of intermediate gaskets is not allowed;
— for multi-tier loading, linings and gaskets should be placed strictly along the same vertical line;
— elements must be carefully strengthened in order to protect them from tipping over, longitudinal and transverse displacement, as well as impacts against each other;
— textured surfaces of elements must be protected from damage.
Horizontally transport elements that are placed in a structure and work in a horizontal position: beams, crossbars, purlins, slabs and floor panels, balcony and roofing slabs, high (more than 1.5 m) wall blocks; as well as long prefabricated structures - columns and piles.
Rafter and sub-rafter trusses, wall panels, and partition panels are transported vertically and obliquely.
Volumetric elements - block rooms, block apartments, sanitary cabins are transported in the designed position.
Transportation by rail is allowed only over particularly long distances. Long products are transported on two platforms with hinged support, which eliminates the occurrence of bending forces in the transported structures on curved sections of the railway track.
Metal structures are often delivered by rail over long distances in the form of individual components, while small metal elements are transported in packages.
Wooden structures, due to their low rigidity, are rarely transported in finished form, mostly disassembled into individual packages.
When transporting by road and rail, the size of the cargo must fit into the dimensions of the rolling stock. Any deviations from these dimensions in height, width, length require special approval and controlled transportation conditions.
The required stock of structures in the warehouse is established by the work plan, taking into account the installation schedule and the areas that can be allocated for laying out structures in the crane operating area. Unloading of prefabricated structures delivered to the construction site is usually carried out by a special unloading mobile crane and, less often, by the main installation mechanism. “Mounting from wheels” is more economical and less labor-intensive.
Preparing structural elements for installation
Preparation of elements for installation includes: enlarged assembly c. flat or spatial blocks, temporary strengthening of elements to ensure their stability and immutability during lifting, arrangement of scaffolds, ladders, fences and other temporary devices for safe and convenient work, securing safety ropes, braces, guy ropes, etc.
Enlarged assembly.
Enlarged assembly is necessary in cases where, due to the overall dimensions or weight of the elements, it is impossible to deliver them to the construction site in a finished, assembled form. From the delivered prefabricated reinforced concrete elements (dispatch marks), trusses with a length of 24 m or more and high columns of one-story heavy industrial buildings are assembled. Sometimes planar blocks - reinforced concrete columns and beams - are assembled to create frame systems, roof trusses delivered in two halves, X wall panels, manholes and other structures. In metal structures, assembly at the construction site is carried out for the same structures, as well as roof trusses with light and aeration lantern trusses.
Integrated assembly is carried out mainly in structural warehouses or at special sites with the installation of stationary racks. Elements to be enlarged in length are supplied by crane from the warehouse and placed on the supports of a stand or cassettes so that their longitudinal axes coincide. Then the ends or outlets of the reinforcement are adjusted to achieve alignment of the elements or individual rods. After installing additional clamps and welding the rods, the formwork is installed and the joints are concreted. The class of concrete used to concrete the joint and its strength after hardening is established by the design. Typically, the class of concrete is the same as that of the elements being connected, or one class higher.
In recent years, enlargement of structures into assembly and assembly-technological blocks has been widely used. Such consolidation significantly reduces construction time, as it is carried out in parallel and even ahead of the construction of the building. Enlarged assembly with significant volumes of work to enlarge structures is carried out at assembly sites equipped with stands or jigs that allow structures to be secured and aligned and straightened during the assembly process; Sometimes conveyor lines are installed. Prefabricated sites are located in the range of assembly cranes or near the objects being assembled, or near warehouses, and conveyor lines are located near the objects.
Enlargement into blocks is most often found when installing coverings of one-story buildings on metal trusses and beams. Blocks the size of a building cell are enlarged from trusses in pairs, connecting them with connections, purlins, and often stamped metal flooring or ready-made panels made of lightweight materials are also laid on the ground. Often such a spatial block includes: two sub-rafter trusses, three rafter and lantern trusses, runs along the trusses and lanterns, and a steel profiled flooring on top as a covering element.
Reinforced concrete trusses and columns are enlarged in warehouses of building structures and from there they are supplied for installation in enlarged form. If it is difficult or even impossible to transport such an assembled element, the structure is enlarged at the installation site, i.e. in the operating area of the installation crane. However, work on enlarging structures in the area of erection cranes is in most cases unproductive. Therefore, if transportation conditions allow, it must be performed at special assembly sites equipped with lifting equipment and assembly and welding devices. In order to reduce transportation costs, these sites should be located as close as possible to the objects being installed.
To service assembly sites, it is more rational to use a gantry crane, which greatly simplifies storage, since structures can be distributed evenly over the entire area, regardless of their weight. The use of gantry cranes for the mechanization of large-scale assembly operations reduces the cost of these works and reduces the need for railway and crawler cranes with heavy lifting capacity, the cost of operation of which is 1.5-2 times higher.
Reinforced concrete trusses are enlarged in a vertical position in special cassette-type racks. The cassettes are installed under two nodes of each half-truss (Fig. 14.4). Under the support units they are made blind, without adjustment devices, and in the span - with adjustment devices. The position of the joint of the assembled elements is adjusted using mechanical or hydraulic jacks. Reinforced concrete columns are enlarged in a horizontal position, and alignment of the joined elements is ensured with special conductors.
For the larger assembly of metal structures, stationary racks are installed at special sites near the objects under construction. Metal trusses and crane beams, due to their great transverse flexibility, are enlarged mainly in a horizontal position.
Fig. 14.4. Rack for enlarging a reinforced concrete truss:
1 - single cassettes; 2 - semi-trusses; 3 — paired cassettes; 4 - horizontal screws
The horizontally laid parts of the enlarged elements are combined on the rack with assembly holes and secured with bolts or plugs. If there are no assembly holes, the correct alignment of the joined elements is checked using clamps attached to the rack purlins. The design of the rack allows you to first weld the upper and lower chords from above, then, in order to avoid ceiling welding, the enlarged element is turned over to another plane and the joints are welded on the other side.
The consolidation of elements into spatial blocks the size of a cell is usually carried out with significant volumes of work and is carried out on conveyor lines. This line is located on rail tracks along which enlarged blocks are moved on special trolleys. At each post or conveyor station, certain installation or related and finishing processes are performed. The blocks are enlarged from trusses united by ties and purlins; a roof is placed on top in the form of a steel profiled insulated flooring with painting of the metal structures, sometimes with a soft roof. Each post is equipped with the necessary mounting mechanisms and devices.
The number of conveyor stops ranges from 4 to 16; for ease of work, finishing stations are equipped with warming rooms, which makes it possible to carry out processes regardless of weather conditions.
Temporary strengthening of structures.
Temporary reinforcement is carried out to absorb installation forces. Reinforcement of structures is used when the design design of the structure and the forces arising during lifting of the element do not coincide, which can lead to loss of stability and strength of the structure or its individual parts and assemblies during lifting. The need for such reinforcement applies to a greater extent to metal trusses, the chords of which, with a large unbraced length, may turn out to be insufficiently stable and rigid when lifted.
During the installation process, many structures are in conditions that differ from their operating conditions during operation, although the loads acting on them are usually less than operational ones, but they are almost always applied in places that do not correspond to the design diagram. To avoid deformations, structural elements and structural blocks that do not have sufficient rigidity are strengthened during transportation and lifting, increasing their rigidity and, if necessary, strength. Necessity
| Rice. 14.5. Strengthening the chords of a metal I-beam truss before lifting: 1 - strengthening the truss wall; 2 - farm; 3 — shelf reinforcement | Work plans must contain specific recommendations for strengthening structures for the period of transportation, lifting, or until the structure acquires the required strength. The most common reinforcements are large columns, the lower parts of two-branch columns, steel and wooden trusses, arches and frames of large spans, elements of prefabricated reinforced concrete shells, reinforced cement vaults, steel cylindrical shells, and elements of sheet structures. Reinforcement of tall columns that do not have sufficient bending resistance due to their mass is carried out by tensioning a pair of cables attached to steel temporary stops. The tension creates a bending moment opposite to the moment arising from the mass of the column. Metal trusses are usually lifted by the nodes of the upper chord. In the process of lifting by the nodes in the middle part of the truss, compression forces arise in the lower chord of the truss; when lifting by the nodes at the ends of the truss, off-design forces appear in the upper chord; all this can lead to loss of stability of the element. If the truss was not designed to withstand installation forces, then to ensure the stability of the truss chords, they are temporarily reinforced for the period of lifting and installation. As reinforcement, rolled metal, pipes, and wooden plates are used, which are secured with bolts or clamps to insufficiently strong and rigid components of the reinforced structure (Fig. 14.5). |
Often it is necessary to strengthen two-branch metal columns, the lifting of which is carried out by turning with hinged fastening of one of the branches. In this case, to prevent bending deformations, individual braces of the lattice are reinforced.