Home |Construction |Installation of monolithic floors
Date: September 16, 2017
Comments: 0
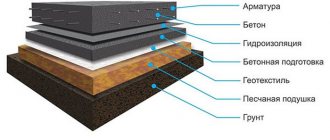
The arrangement of reinforced concrete floors is carried out in various ways. Factory-produced slabs, which are installed using lifting equipment, are widely used. With a non-standard layout, a monolithic floor is formed, which can be made independently from concrete reinforced with steel reinforcement. The reinforced concrete panel is durable, provides reliable protection from external noise and effectively insulates the room. Let's get acquainted with the technology of constructing floors.
Monolithic floor slab - self-production
If we compare a monolithic base with a floor made of standard slabs, then the solid version has a number of advantages:
- increased strength due to the absence of joints and seams in the simultaneously poured monolithic structure;
- uniform distribution of forces on the main walls and foundation, associated with the peculiarities of the technology;
- the ability to carry out an original layout, for which it is problematic to select serial elements.
Carrying out pouring activities yourself allows you to form a reliable ceiling without using a crane or hiring hired workers.
The most reliable (but not always appropriate) option for interfloor slabs is a monolithic slab
Prefabricated monolithic slabs
Quite often, prefabricated monolithic floors, which contain 4 elements, are also used. It is important to take into account their difference from those described above, which is expressed in the fact that such slabs can be laid without the use of a truck crane. Every master should note this for himself. Installation work should begin with the installation of reinforced concrete beams and laying blocks between them. The latter are laid out in one row at both ends of the beams. This ensures that the beams can be installed at the required distance from each other. After this, you can begin to work with the remaining blocks. Prefabricated monolithic floors must be reinforced and then concreted.
Comments:
- Conditions for pouring a monolith
- Installation of formwork Formwork on stands
Pouring a floor slab with your own hands is an operation that almost every builder of his own home has to perform. Despite the fact that the work is labor-intensive, after the device you will receive:
- a flat ceiling surface with no seams;
- slab of any configuration and thickness;
- a durable slab that can withstand high loads and strengthens the overall structure of the house.
Installation of monolithic floors - materials and technology
Activities to create a solid foundation are preceded by design work. At the design stage, the cross-sectional area of the reinforced concrete base is calculated, confirming the stability of the structure under the influence of loads and bending forces.
The final part of the calculation shows the results:
- cross-sectional dimensions of the interfloor slab;
- recommendations on the cross-section of reinforcement;
- instructions on the class of concrete mortar.
For houses whose span does not exceed 8 m, a reinforced concrete slab with a thickness of 18–20 cm is suitable. To independently construct a solid floor, you should prepare the materials and necessary tools.
To carry out the formwork construction work you will need:
- moisture-resistant plywood with a laminated coating 2–2.5 cm thick;
- boards made of durable wood 5–7 cm thick and 15–20 cm wide;
- square wooden beams with a side of 10 cm;
- telescopic supports that allow you to fix the structure;
- support forks for fixing beams that bear the main load;
- industrial or homemade tripods that ensure the immobility of the stands;
- set of tools (wood file, level, hammer, axe).
If purchasing reinforced concrete slabs of the required size is not always available, you can make a monolithic structure yourself
Reinforcement measures are carried out using:
- steel rods with a diameter of 1.2–1.8 cm;
- wires with a diameter of 1–1.5 mm for tying reinforcement;
- backing elements under the rods;
- crochet hook;
- special bending device;
- grinders with cutting wheel.
To prepare and pour the solution, the following materials and equipment are required:
- Portland cement grade M500;
- crushed stone up to 2 cm in size;
- sand without foreign inclusions;
- process water;
- concrete mixer.
A set of measures to create a monolithic reinforced concrete base is carried out after the walls are erected to the required height and the supporting surface is leveled.
Standard technology involves the following stages of work:
- The necessary calculations are performed to confirm the required safety margin of the structure.
- The formwork for the ceiling is installed, the installation technology of which is quite simple.
- The slab is reinforced with steel rods, providing an additional margin of safety.
- The formwork is filled with concrete solution prepared according to a proven recipe, followed by compaction of the mass.
Let us dwell in detail on the specifics of each stage.
Monolithic construction also has advantages over wooden construction, as it is more durable and reliable.
What is better to buy: PC or PB boards?
to produce prestressed or non-prestressed hollow core slabs up to 12 m long and up to 1.5 m wide using aggregate-flow or conveyor technologies, as well as on formless molding lines.
Both have the same weight, absorb the same loads, and are used in buildings with identical space-planning indicators. At the same time, PB floor slabs have certain advantages that contribute to the growth in demand for them, in particular:
- precise geometric dimensions and smooth horizontal surfaces of the product, allowing to reduce the cost of sealing seams and joints, as well as reduce the amount of preparatory work when finishing the ceilings of rooms and installing floors in them;
- the ability to produce floor slabs of arbitrary length with a gradation of only 10 cm. This allows you to design and build buildings with a steel frame, as well as brick and monolithic designs with arbitrary spacing of crossbars and walls;
- the possibility of producing slabs with ends located at an angle to the long side of the structure, which, combined with a minimum gradation of the length of the product, allows architects to develop buildings of original layout with complex facades.
However, mass production of PB floor slabs entails the need for certain changes at the construction site. This is explained by the fact that formless technology does not allow the production of structures with mounting loops.
In this regard, all factory and construction cranes performing installation and loading and unloading operations with PB slabs must have lifting devices with loopless grips.
Formwork for a monolithic floor slab - installation features
A prerequisite for high-quality work is to ensure that the formwork is horizontal. When assembling, it is important to pay attention to the careful fit of the elements.
Install the formwork according to the following algorithm:
- Mark off the coordinates of the location of the lower plane of the future structure using a level or building level.
- Install telescopic supports or wooden beams, ensuring a step between the posts of 100 cm and a distance to the walls of 20 cm.
- Lay the crossbars, which are metal beams or wooden beams that take the load from the mass of the formwork.
- Secure the cross beams at 50 cm intervals and attach plywood sheets or edged boards to them, ensuring that there are no gaps.
- Adjust the height of the vertical supports, ensuring that the top level of the formwork coincides with the plane of the walls.
- Mount the vertical walls of the wooden formwork, maintaining the tightness of the structure.
- Check the correct installation of the formwork and careful fit of the corner joints, eliminate defects.
Dismantling of the formwork structure is carried out 30 days after concreting in compliance with safety requirements.
In order to make a monolithic structure, you first need to complete the formwork
Reinforcement of a solid floor slab with reinforcement
Having completed the installation of the formwork, proceed to two-layer reinforcement with the formation of square cells with a side of 15 or 20 cm. When forming the reinforcement frame, follow the sequence of operations:
- Cut the steel rods to the required size, guided by the results of the calculations performed.
- Form a lower tier of reinforcement from the longitudinal and transverse rods, placing supports 30–40 mm high in the areas where the rods intersect.
- Tie the joint areas using a special device and tying wire.
- Lay vertical fixing elements made of steel wire at intervals of 100 cm and attach the second tier of the frame to them.
- Connect both meshes into a single power circuit, installing special clamps in increments of 40 cm.
When performing work, pay attention to the following points:
- placement of rod joints in a checkerboard pattern;
- compliance with the amount of overlap exceeding the diameter of the rod by 40 times;
- rigidity and immobility of the reinforcement frame poured with concrete;
- ensuring a distance between mesh frames of 12–14 cm.
Compliance with these recommendations will allow you to form a strong amplification circuit.
After the formwork has been installed, reinforcement can begin (using metal rods to form the frame of a monolithic floor)
PRODUCTION TECHNOLOGY OF FLOOR PLATES
Floor slabs, like most other reinforced concrete structures, are obtained by molding a concrete mass.
PC floor slab.
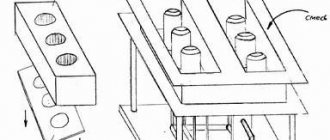
The metal form consists of a pallet and opening sides; in one of the sides on the short side of the form there are holes for the entry of poissons - pipes that create voids in the slabs. The voids serve to lighten the mass of the finished slab and save concrete.
In the production workshop the whole process looks like this. The form is lifted by a crane onto a vibrating table. The electromagnet turns on and the form sticks to the vibrating table.
The worker places a pre-welded lower reinforcement frame (the lower frame is made of thicker reinforcement) into the mold. Poissons slide into the mold from the side, filling part of the space. An upper reinforcing mesh is placed on top. A concrete paver drives up onto the beam crane and fills the slab form with mortar.
Also on the crane beam the form is covered with a metal lid. The vibrating table turns on and begins to vibrate the form so that the concrete is compacted. Afterwards the lid is removed, and then the poissons leave the mold. In compacted concrete, voids are formed, and the form is then sent to dry in a steaming chamber, where it remains for about a day, so that the concrete sets as quickly as possible. Well, a day later, the finished floor slabs are stored at the warehouse site.
PB floor slab.
To create formless floor slabs, a specially heated floor is used. First, frame cables or, less commonly, thick wire are stretched along the entire length of the floor. After which, a special vehicle travels on rails along the frame cables, leaving behind a monolithic concrete strip. It is covered with heat-insulating material. When the concrete has set a little, the line is cut into a product of the required length. Thus, it is possible to obtain floor slabs whose dimensions are suitable for any construction project.
Advantages.
* As can be understood from the production method, hollow-core floor slabs have a main advantage over PB slabs in strength. Since the PB slab is mainly reinforced with ropes, it is inferior in strength to the PC-reinforced slab. But, the size of the formless floor slab can be changed depending on the task.
* Another important nuance is the financial costs of production. PC hollow-core floor slabs are manufactured using technology that has long been used in our country, which means that it is quite possible to purchase the equipment from local manufacturers. Thus, the price of Perm floor slabs is quite affordable. Unlike its competitor, the PB floor slab is manufactured using more expensive equipment. It is extremely difficult to purchase such equipment from a local manufacturer, so it has to be ordered from abroad. But thanks to this, such slabs turn out much smoother. Because of this floor slab, the price is a little higher.
Concreting
For pouring, it is advisable to order ready-made concrete, which is supplied to the work site using a concrete pump. This will allow:
- reduce the filling time;
- ensure uniform consistency;
- increase strength;
- eliminate manual labor;
- Fill the array in one go.
It is possible to prepare concrete yourself in a concrete mixer using sand, aggregate and cement in a ratio of 2:2:1, followed by adding water to a creamy consistency. Pay attention to the main condition for high-quality concreting - continuous pouring of 20 cm thick mortar over the entire area.
It is imperative to compact the concrete using an in-depth vibrator or vibrating screed, which will allow:
- distribute the gravel evenly in the massif;
- completely remove air bubbles;
- Fill corner areas and cracks with solution.
After concreting, it is necessary to plan the surface, ensure that the mass is immobile for 4 weeks, cover the concrete with polyethylene and periodically moisten it.
After formwork has been made on the entire surface of the floor and reinforcement has been carried out, concreting begins.
Recommendations for laying floor slabs
Laying is carried out on the supporting surface of the walls in compliance with the following requirements:
- the interval between supports should not exceed 9 meters, which corresponds to the maximum size of the product;
- removal and transportation of products to the place of installation is carried out using lifting equipment by slinging them by the eyes;
- installation is carried out on a planned wall surface, on which differences are not allowed;
- the size of the supporting surface should be 9–15 cm, which ensures uniform transmission of forces;
- It is prohibited to lay elements without concreting; technological gaps and cracks should be sealed with mortar;
- When performing installation work, constant monitoring of the horizontal surface is necessary;
- Only main walls can be used as a supporting surface; internal lintels are erected after installation;
Floor slabs are an inexpensive, convenient and, in many cases, irreplaceable building material.
- if it is necessary to arrange an opening, it is made at the junction of adjacent panels, and not on one element;
- installation of floor elements must be carried out with a guaranteed gap of 20–30 mm.
If the total width of the slabs does not correspond to the dimensions of the room, you can lay them at evenly spaced intervals or leave gaps along the edges of the room and then concrete them.
Manufacturing technology of hollow core floor slabs
The hollow-core floor slab is a planar structure.Hollow-core reinforced concrete slabs for floors must be manufactured in accordance with the requirements of GOST 9561-91.
Floor slabs for hollow-core flooring are manufactured using aggregate technology in four bays of the plant.
Workshop 1:
Span 1. (Line of 9-meter hollow core slabs .144*18).
Span 3. (Workshop PKZh.120*18E).
Workshop 3:
Span 2. (Old void. 96-18).
Span 6. (New void. 96-18).
All technological equipment is located in spans equipped with overhead cranes and molding stations. Forming stations are equipped with concrete pavers with bunkers, vibrating platforms, as well as installations for electrothermal heating of rods. Concrete is supplied to the spans from concrete units along concrete trestles.
Heat treatment is carried out in pit chambers with live steam.
Transport operations in the span are carried out by two overhead cranes.
The reinforcement enters the spans from the reinforcement span on self-propelled carts.
For the export of finished products, a self-propelled cart SMZh-151 is used.
All slab manufacturing operations are carried out at five stations:
. Preparation of forms - trimming reinforcement, volume of products, cleaning, lubrication, laying of rods;
. Molding;
. Heat treatment;
. Finishing and quality control;
. Aging of products after heat treatment.
The technological process for manufacturing hollow core floor slabs is carried out according to the following scheme:
After heat treatment, the pallet with the product is installed by a crane using an automatic gripper at the preparation station.
The reinforcing bars are being trimmed.
The slab is removed from the pallet by crane and transferred to a removal cart, where the slabs are cleaned of concrete deposits, products are marked and accepted by the quality control department.
The pallet is cleaned of concrete residues and scraps of reinforcement, the stops are cleaned, and the working surface of the pallet and stops are lubricated.
At the same post, welded mesh and rod reinforcement are laid, which are preheated electrothermally in the UES-6 installation and secured on a pallet in special stops.
The prepared pallet is transferred by crane to the post for molding and laying the concrete mixture. The side nozzle is fixed on the pallet, void formers (vibrating inserts) of the molding machine are introduced, frames and mounting loops are laid.
The underlying layer is laid by turning on the vibrating table to obtain an even plastic layer of concrete.
The supply and placement of concrete mixture into molds is carried out by a concrete spreader SMZh-69, and compaction is done on a vibrating platform SMZh-87.
Then further laying, leveling and compaction of the concrete mixture is carried out using a weight.
After vibration is completed, the edges of the mold are cleaned of concrete spills.
Holes for hinges are made with dimensions of 150.200*60 mm, and plugs with a height of 130 mm are installed.
The pallet with the product is installed in a pit steaming chamber for thermal and humidity treatment.
After heat treatment, the technological cycle is repeated.
Organization of the manufacturing process
Sequence of operation
| Technological requirements for manufacturing (main parameters) | Mechanisms, equipment, tools. | Safety instructions | Workers | |||
| Profession | Discharge | Qty | ||||
| 1. Cleaning and lubricating the pan. Recommended lubricant is reverse emulsion OE-2 (OPL) | Pay special attention to cleaning the stops. Apply the lubricant in an even layer, lubricant consumption is based on 0.2 kg. For 1m2. | Scraper, brush, fishing rod - sprayer | When lubricating, do not walk on the lubricated surface of the pan. Lubricate using gloves. | Moulder | III | 1 |
| 2. Reinforcement. Lay support grids (where required), place heated reinforcement bars into the stops. Tension of rods. | Pallets must meet the requirements of rigidity and longitudinal deformability. Installation of rods into stops and laying of meshes should be carried out in accordance with working drawings and approved calculations. When laying meshes, it is necessary to use clamps to ensure a 15mm protective layer is obtained along the edges and in the middle of the slab. Deviations in mesh sizes are allowed: - length +5, -10; width +3, -10; cell sizes +10,-10; the difference in the length of the diagonals of flat grids is +10, -10. | Installation for electric heating of rods. Rack for rods. Packing loops for mesh. Container for storing fasteners. | Reinforcement of slabs should be carried out in such a way as to exclude the possibility of contact of workers with prestressed reinforcement: - when removing rods from the contacts of the electrical installation. heating, do not touch the heated part of the rods; — do not be on pallets or at the ends of pallets with rods placed in stops; — monitor the condition of the protective visors of the stops. | Moulder | III | 2 |
| 3. Transporting the pallet to the molding post. | The pallet is carried using a traverse. | Overhead crane, traverse. | When carried by crane, the distance to oncoming obstacles is at least 500mm. | Crane operator, rafter. | III II | 1 1 |
| 4.Installation of frames, hinges, top mesh. It is carried out at the molding station after inserting the punches into the frame. | Installation of hinges is carried out according to working drawings. | Moulder | III | 2 | ||
| 5. Molding. Laying concrete mixture, vibrating using a weight. | When concreting, pay special attention to carefully filling the support zones with concrete. Concrete should be laid in layers: - laying a plastic layer of concrete, turning on vibrators to achieve leveling of the layer until “cement milk” appears; — lay a layer of concrete equal to half the required volume, vibrate until “cement milk” appears; — lay the remaining required amount of concrete, level it, vibrate until “cement milk” appears, vibration frequency of the vibrating platform is 2700-3000 vibrations per minute. The amplitude of vibrations is 0.2-0.5 mm. The mobility of the concrete mixture is 0-0.1 cm. | Concrete paver, vibrating platform, molding machine, weight, shovel, trowel. | To protect against general vibrations in the workplace, it is necessary to use vibration-isolating mats and vibration-proof shoes. It is prohibited to level and smooth concrete on the form manually while the vibrating platform (forming machine) is running. It is prohibited to be in the area of operation of the concrete paver while it is operating. Anti-noise headphones must be used as personal protective equipment against noise. The equipment must comply with the requirements of GOST 12.2.003. | Moulder | III | 2 |
| 6. Installation of concrete liners - plugs, release of mounting loops, minor repairs of slabs. | It is carried out at the post after removing the punches and lifting the weight. The height of the plugs is 130mm. Holes for hinges should be no more than 150.200*60.80 mm. | Installation for preparing plugs, shovel, trowel. | Make adjustments and install plugs after lifting the loading shield and retracting the frame. | Moulder | III | 1 |
| 7. Transporting the pallet with the product to the steaming chamber. | Transportation is carried out by traverse into pit steaming chambers equipped with palletizers. | Overhead crane, traverse, pit chamber palletizer | When carried by crane, the distance to any obstacles encountered is no more than 500mm. | Crane operator | III | 1 |
| 8. Heat treatment: — keep in the chamber for 5 hours; — supply steam to the chamber. Processing mode: - temperature rise to 80-85 °C, 3 hours; — isothermal heating at a temperature of 80-85 °C for 5 hours; - cooling to 40-30°C for 2 hours. The temperature rise rate is 20°C per hour. The rate of temperature decrease is 20°C per hour. | During exposure, the temperature in the chamber should not be lower than +5.-5°C. The temperature difference between the steamed product and the environment should not be more than 35-40°C. Preliminary holding of products begins from the moment the last pallet with the product is loaded into the chamber. | Thermometer, valves. | It is not allowed to install pallets with products on chamber covers. Do not supply steam to open chambers. | |||
| 9. Unloading pallets with products from steaming chambers. Transportation to the formwork post. | Produced by a traverse. | Overhead crane. | When carrying loads by crane, the distance from the bottom of the load to all obstacles encountered is at least 500 mm. The distance between pallets installed at the formwork station must be at least 600mm. | Crane operator | III | 1 |
| 10. Trimming prestressed rods. The value of tempering strength must be at least 70%, in winter 85%. | Cut the reinforcement flush with the concrete. The ends of the prestressing reinforcement should not protrude beyond the end surfaces of the slabs by more than 5 mm. Work from the edge to the middle of the slab, symmetrically on each edge. | Cutter | The rods are trimmed in protective shields. | Moulder | III | 1 |
| 11. Removing products from the pallet. Transferring products to a removal cart. | Lift the product smoothly, without jerking. | Overhead crane, slings 4SK1-3.5-3000 4SK1-3.5-4200 | It is prohibited to work with faulty load-handling devices. Storing products on a removal cart should be carried out evenly without loading the center of gravity. | Crane operator, slinger | III | 1 |
Go to page: 1
Technological sequence of operations for laying slabs
Work on the installation of panels is carried out in accordance with the requirements of the technological map regulating:
- sequence of operations;
- staff interaction;
- the tool used;
- lifting devices.
Fundamental technology requirements:
- the reference point for installation is the flight of stairs;
- location control is performed after each operation;
- The panels are fixed by welding.
Compliance with safety requirements is mandatory when performing work.
Any types of reinforced concrete products are quite heavy, including floor slabs
Installation of hollow core slabs using lifting equipment
Installation is carried out after final hardening of the concrete using a crane. Procedure:
- Apply a layer of concrete to the supporting surface.
- Secure the panel using the mounting eyes.
- Give the crane operator a signal and move the slab to the desired area.
- Lay the panel, providing a supporting surface of 12–15 cm.
- Adjust the position of the plate if necessary.
- Disconnect the straps and continue installation.
Remember that it is prohibited to ensure horizontality by supporting reinforcement or metal elements.
When using floor slabs with voids, it is important to observe conditions where the temperature and general humidity level will not be higher than normal
Types of concrete floor slabs
Floor slabs are available in two types: 1. Monolithic; 2. Void. Possessing high strength, monolithic floor slabs are not susceptible to sagging and other deformations. But they have a lot of weight and high thermal conductivity, and poor sound insulation properties. Floor slabs are produced with voids, which significantly reduces their weight, and also increases noise and heat insulation properties, while maintaining strength properties. The voids have a round, oval or vertical cross-section. The air gap in the channels significantly increases the heat and sound insulation between floors. Therefore, hollow-core floor slabs are reliably protected from freezing and can be used for the construction of premises without heating. The increased moisture resistance of such slabs allows them to be used in high humidity conditions; they are installed above basements, bathrooms, restrooms, etc. Also in the voids you can hide electrical wiring, low-current networks, forced ventilation pipelines and other systems.